이번에 학교에서 Ultimaker 2를 구입했습니다.
사실 주문 자체는 작년 10월 경에 했고, 도착은 올해 1월쯤에 했는데(네덜란드에서 오는 것이다 보니 시간이 많이 오래 걸리네요.) 이번에 개학하고 처음 봤습니다.
Ultimaker은 네덜란드의 3D 프린터 제작사입니다.
Makerbot에 이에, 두 번째로 높은 점유율을 유지하고 있죠.
얼티메이커의 특징은 훌륭한 설계(개인적으로 현존하는 저가형 3D 프린터 중 가장 훌륭하다고 생각합니다.)를 통해 작은 크기, 큰 출력가능부피, 높은 퀄리티, 빠른 속도를 모두 확보한 프린터입니다.
3D 프린터 슬라이서로 많이 사용하시는 Cura와 Marlin 또한 Ultimaker 사의 작품입니다.
Ultimaker는 모든 프로그램과 설계를 오픈소스로 공개했기 때문에 누구나 직접 만들 수 있습니다.
개인적으로 가장 좋아하는 3D 프린터이기도 합니다.
본사 홈페이지는
https://www.ultimaker.com/입니다.
이런 Ultimaker의 신제품, Ultimaker 2가 작년에 출시되었습니다.
<Ultimaker2 와 Ultimaker 비교>
나무판을 레이저 커터로 가공해 만들었던 전작과는 달리, DiBond(플라스틱 판 앞뒤에 얇은 알루미늄판을 붙여 제작한, 가볍고 강도가 높은 소재)와 반투명 플라스틱을 이용해 프레임을 만들었고, 익스트루더가 작아졌으며, LCD가 내장되는 등 여러모로 깔끔하게 변했습니다.
특히, 노즐 양쪽에서 출력물을 식혀주는 Dual Fan으로 출력물 퀄리티를 높였고, 우수한 설계를 통해 소음을 49데시벨까지 줄였다고 합니다.
제품 설명은 이 정도로 하고, 이제 자랑을 시작하겠습니다.
전작인 얼티메이커는 팹랩서울의 김재민 매니저님 등 이미 사용한 사람들이 많지만, 얼티메이커 2 는 한국과학영재학교가 최초인 것 같습니다.
일단 구글링을 해 본 결과로는 아직까지는 국내 사용자는 없는 것으로 보입니다.
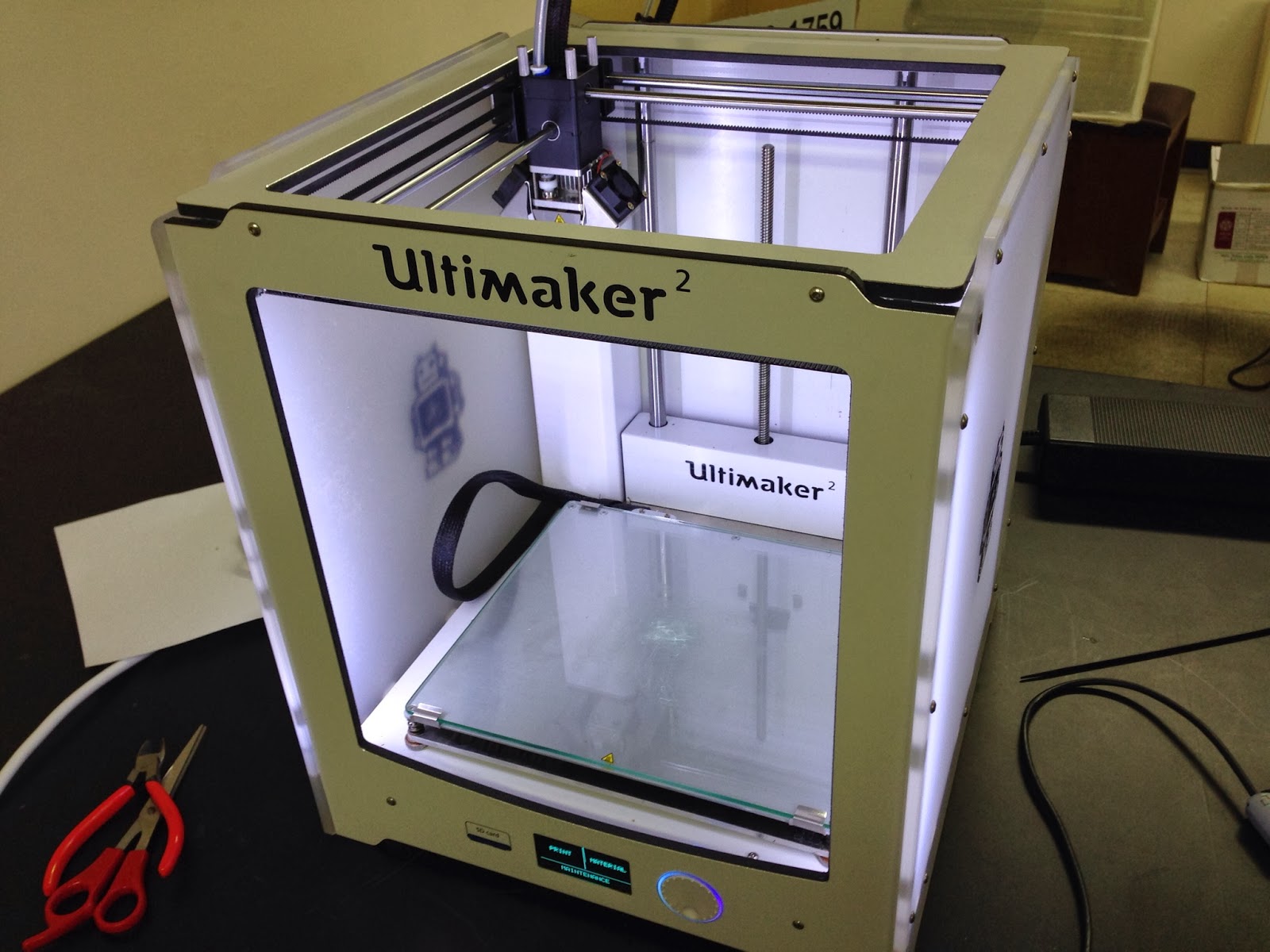
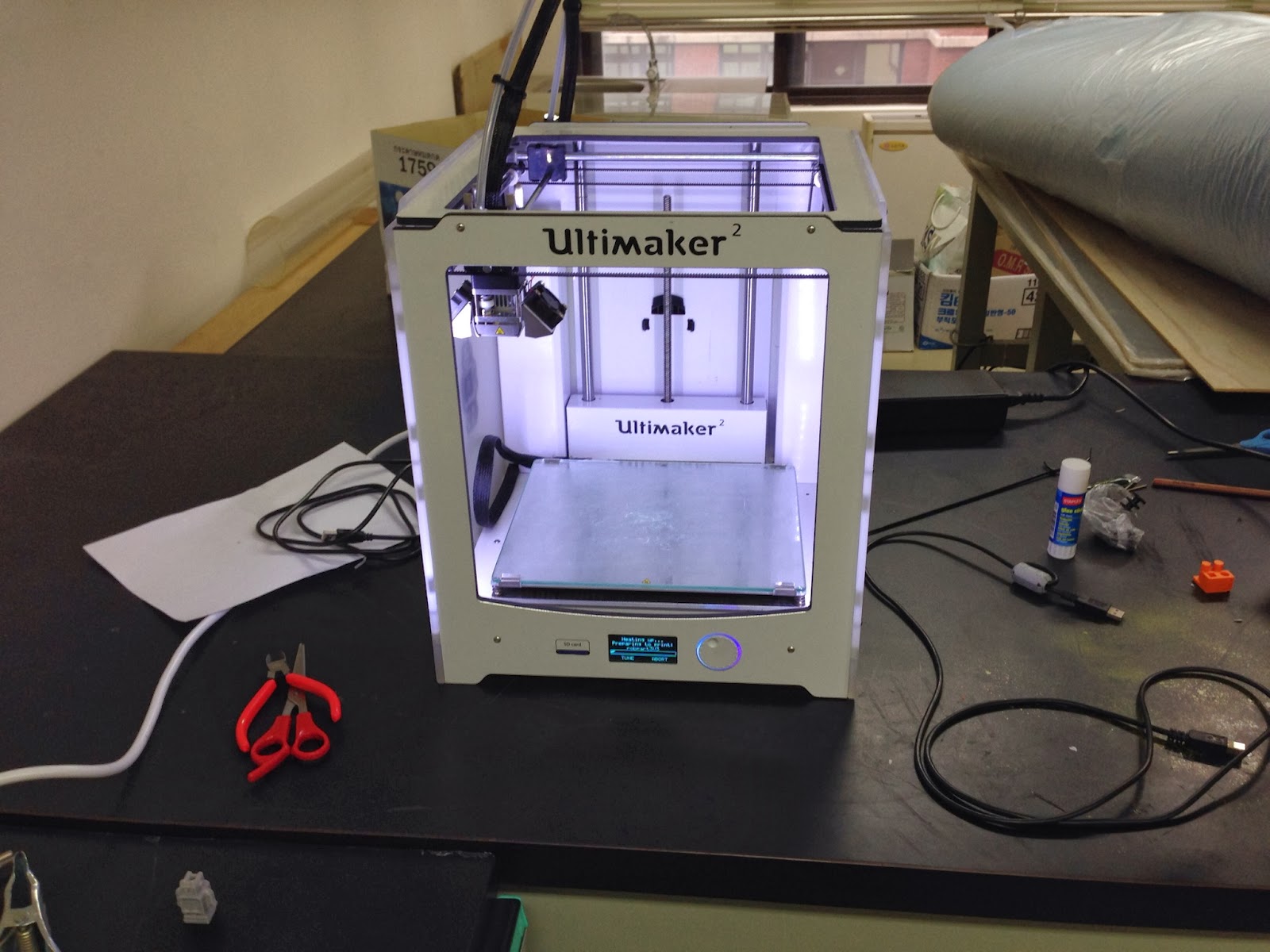
<정면에서 본 Ultimaker 2>
한 눈에 봐도 투박해 보였던 전작과는 달리 굉장히 세련된 외관을 가지고 있습니다.
특히, 내부에 LED가 장착되어 출력물을 환하게 비춰주고, 반투명 플라스틱으로 된 옆면이 은은하게 빛나 정말 멋집니다.
가공된 상태를 보아하니 각 판들은 CNC 라우터로 가공된 것 같습니다.
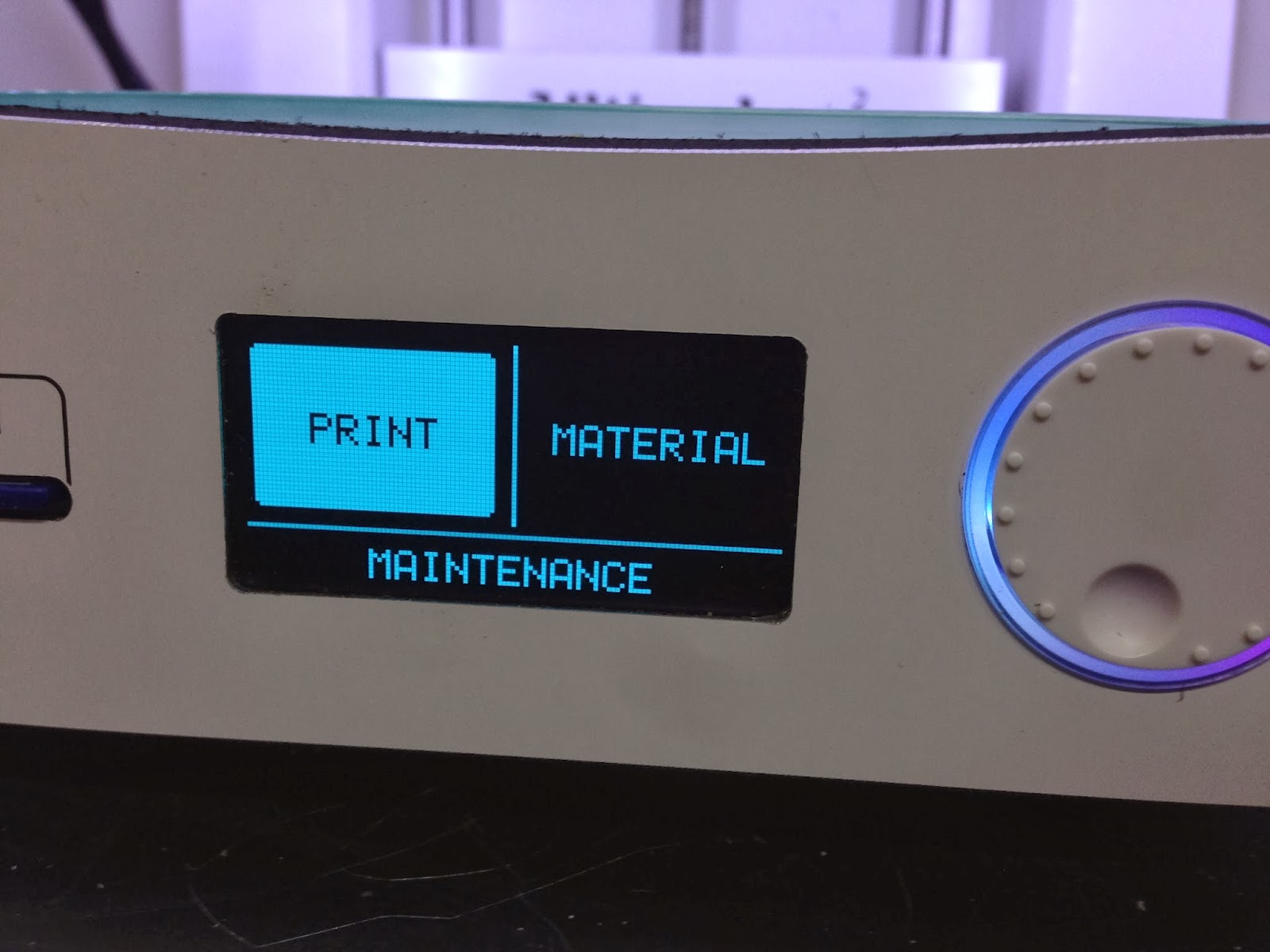
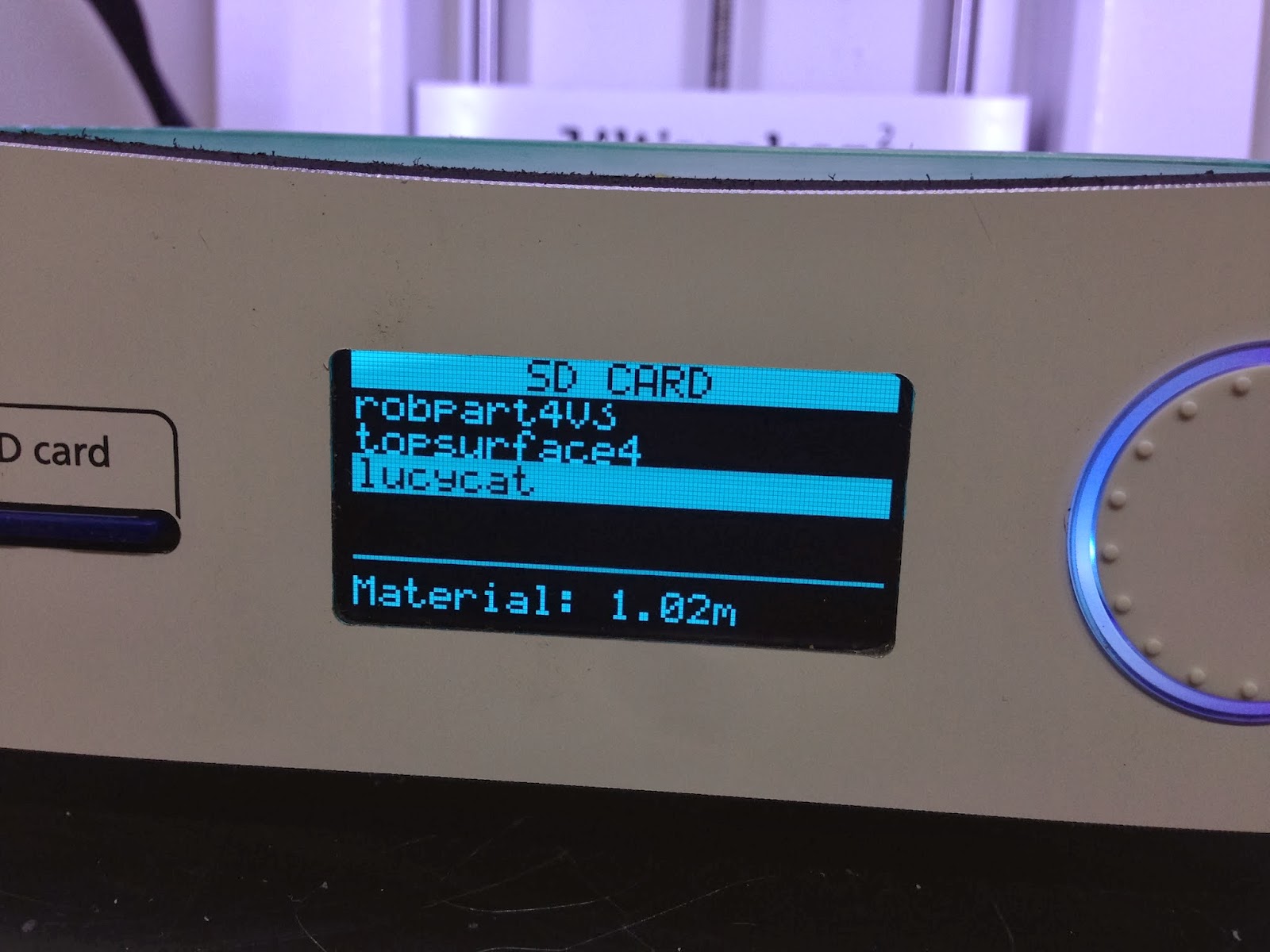
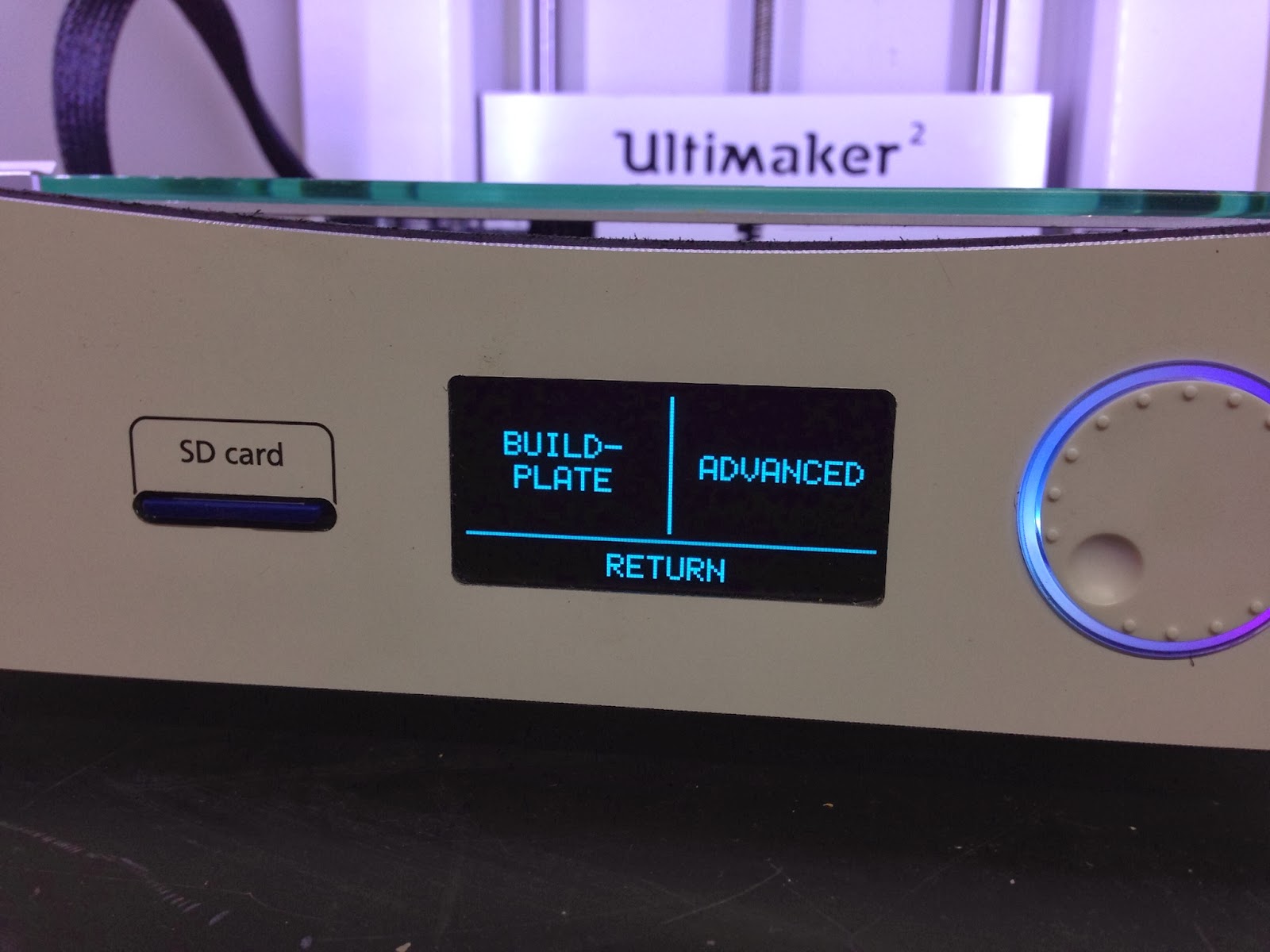
<Ultimaker 2의 LCD>
LCD도 GLCD가 들어가서 상당히 고급스럽습니다.
옆의 조그 다이얼과 함께 사용하면 아주 편하게 사용할 수 있구요, 출력 중간에 속도나 온도 등의 설정을 변경할 수도 있습니다.
베드 레벨링도 프린터만으로 쉽게 진행항 수 있구요.
UI도 약간의 애니메이션이 들어가서 매우 부드럽습니다.
<Ultimaker 2의 정면 및 내부 모습>
전반적인 구조는 Ultimaker과 동일합니다.
하지만 전작에서는 샤프트가 전부 M8이었는데, Ultimaker 2는 X,Y축은 모서리쪽은 M8, 가운데에 노즐을 움직여주는 샤프트는 M6, Z축은 M10 또는 M12로 되어있습니다. 각 부위별로 더 적합하게 바뀐 것 같습니다.
<Ultimaker 2 익스트루더>
아까도 말씀드렸지만, Extruder가 작게 변했습니다. 전작에선 감속기어가 붙어있었고 익스트루더 전체가 바깥으로 노출되어 있었는데, 이번에는 모터는 내부로 들어가있고 감속기어 없이 모터축에서 필라멘트를 바로 밀어주는 Direct Drive 방식으로 변경되었습니다.
필라멘트는 여전히 3mm를 사용합니다. 원료 구하기 힘들겠네요.
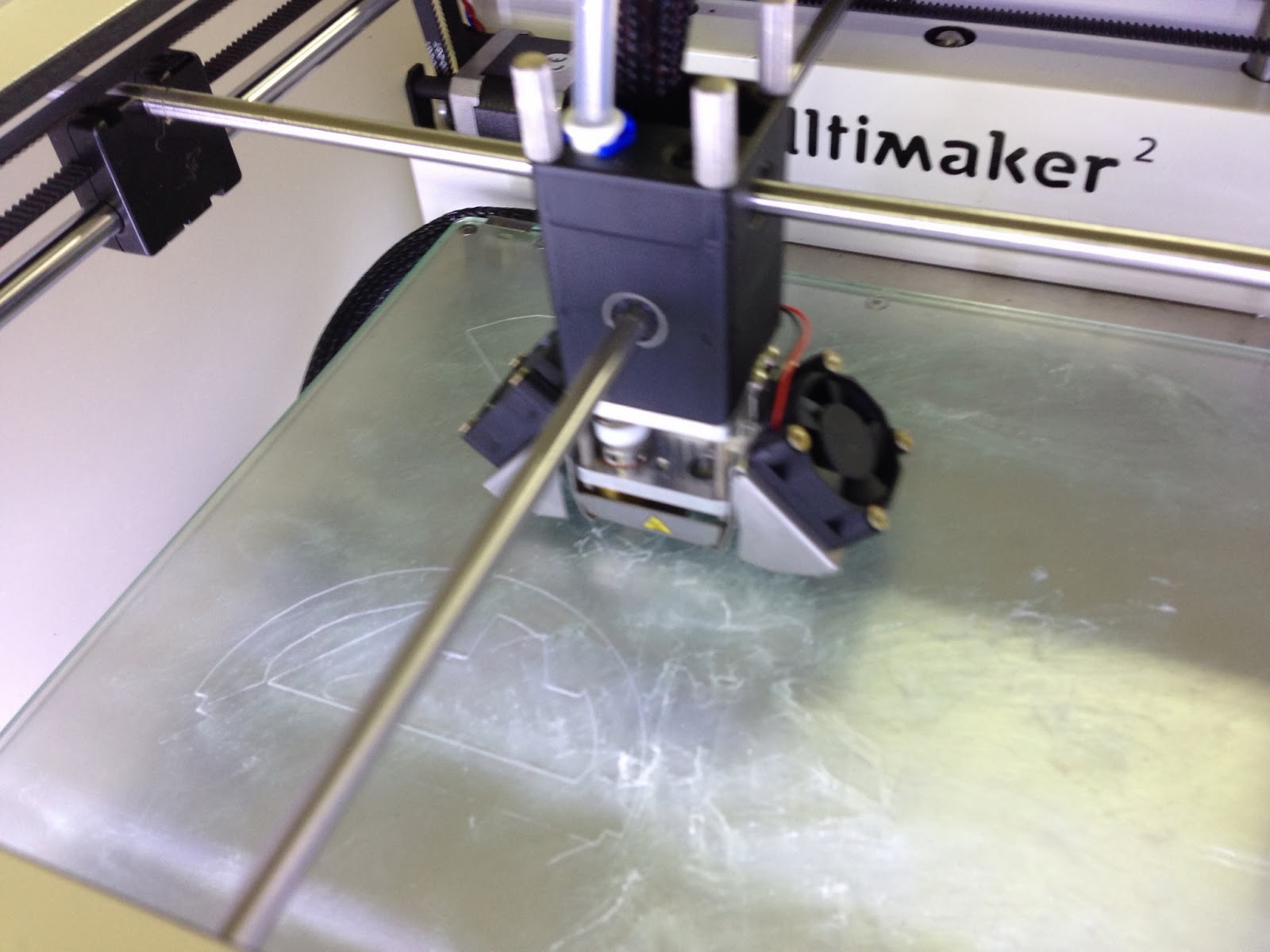
<Ultimaker 2 노즐부>
노즐부의 모습입니다.
아아, 저 구조는 정말 아름답다는 말 밖에는 나오지 않네요.
특히, 노즐부에는 팬이 3개가 장착되어, 한 개는 노즐의 배럴을 실시간으로 식혀주고(필라멘트가 부드럽게 나오게 해 주는 효과가 있습니다.) 두 개는 덕트에 연결되어 출력물을 식혀줍니다.(출력물의 표면이 매끄러워지고 자세한 디테일이 잘 살아나며 Overhang 각도가 증가하고 Bridging이 원활하게 되는 장점이 있습니다.)
전반적인 구조는 Ultimaker과 동일하지만, 확실히 업그레이드 된 것을 볼 수 있습니다.
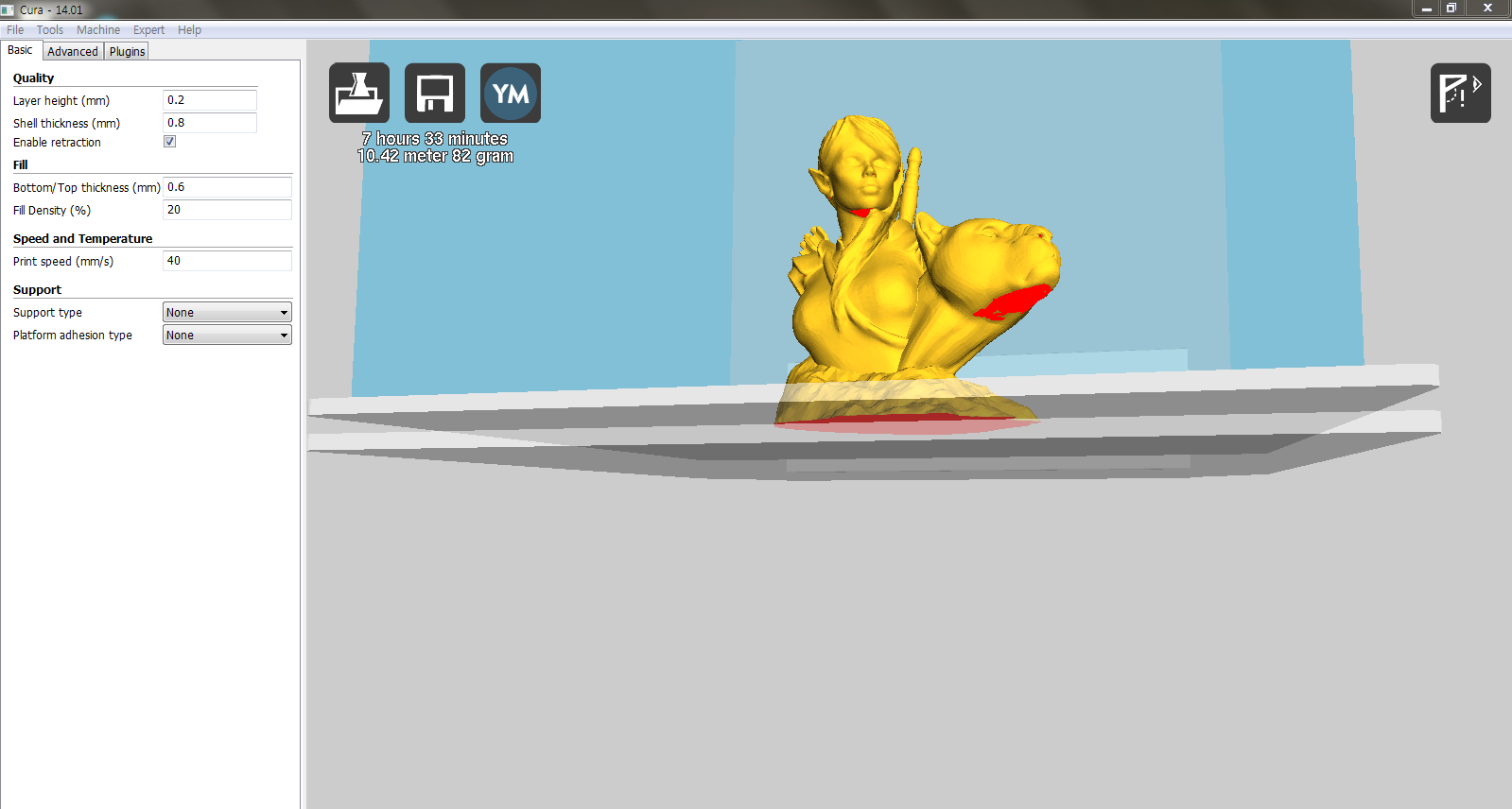
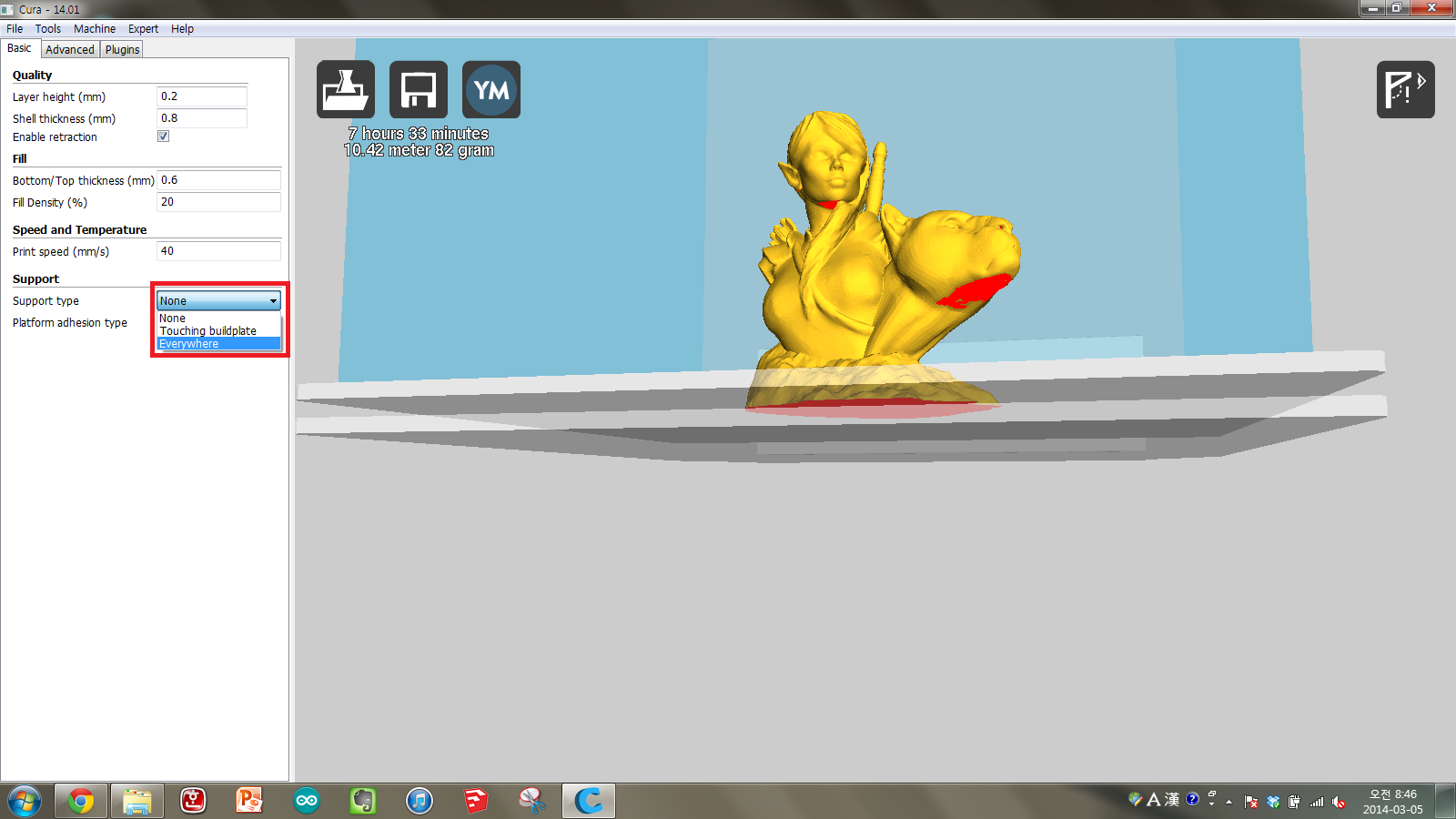
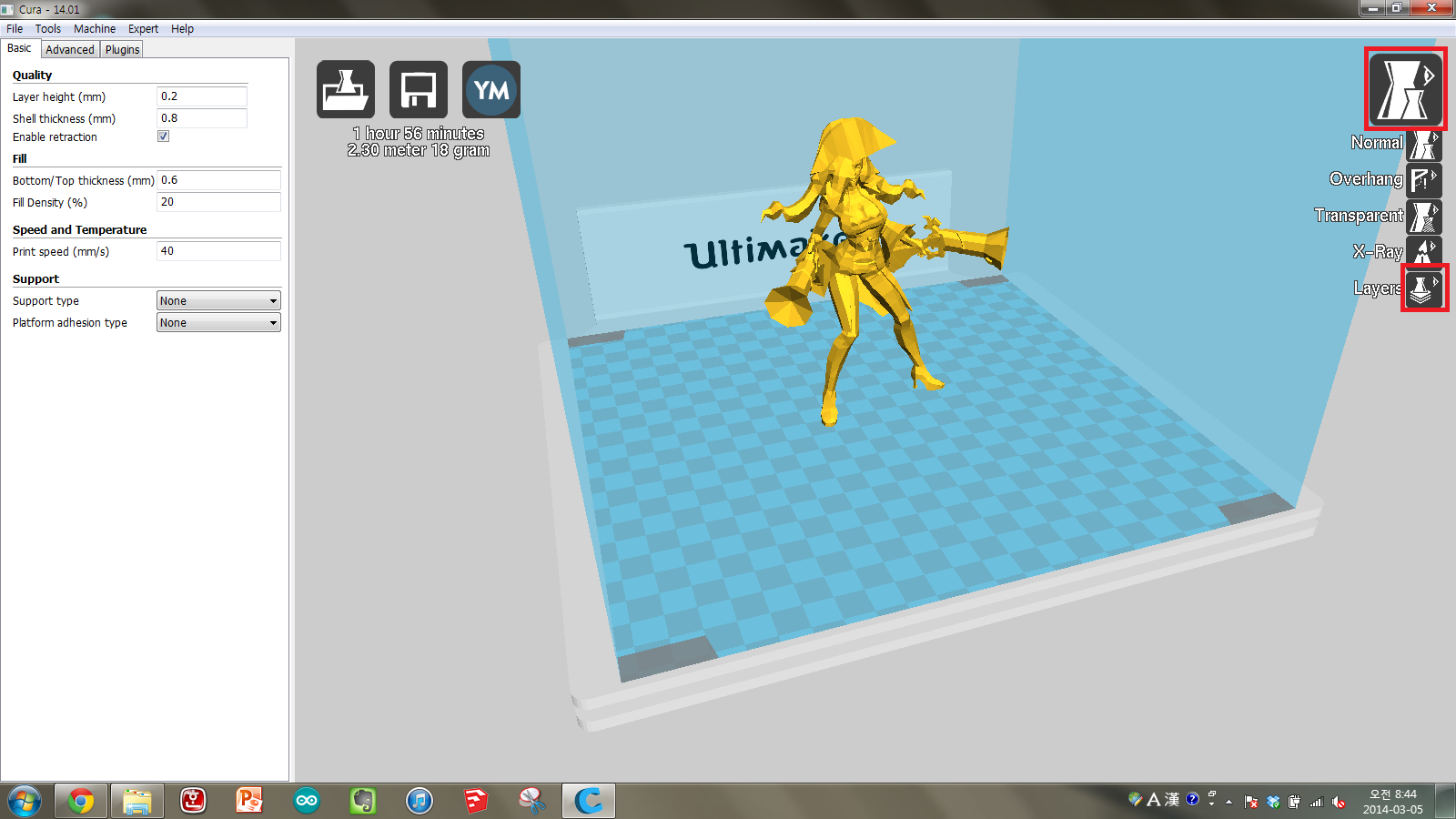
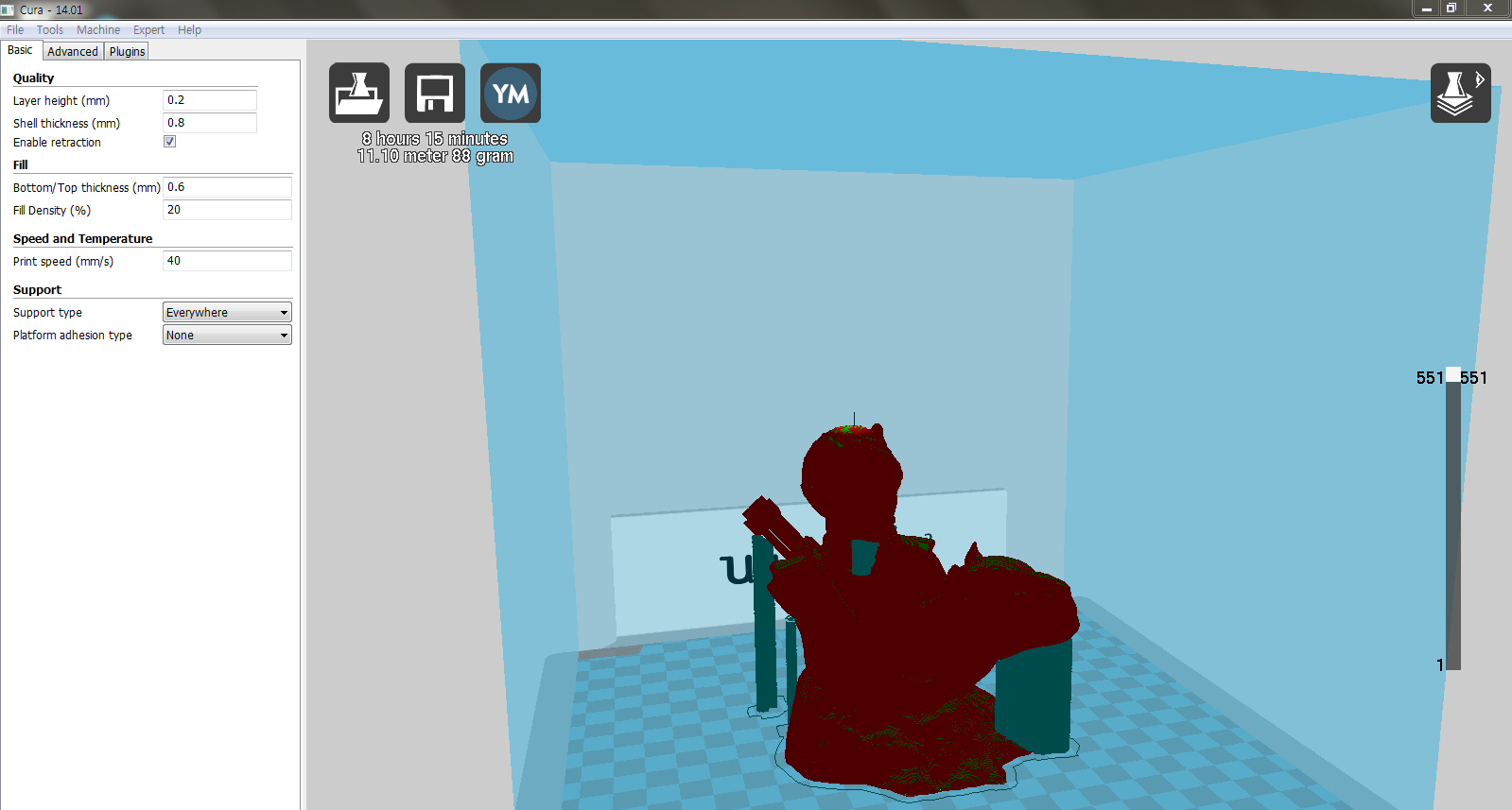
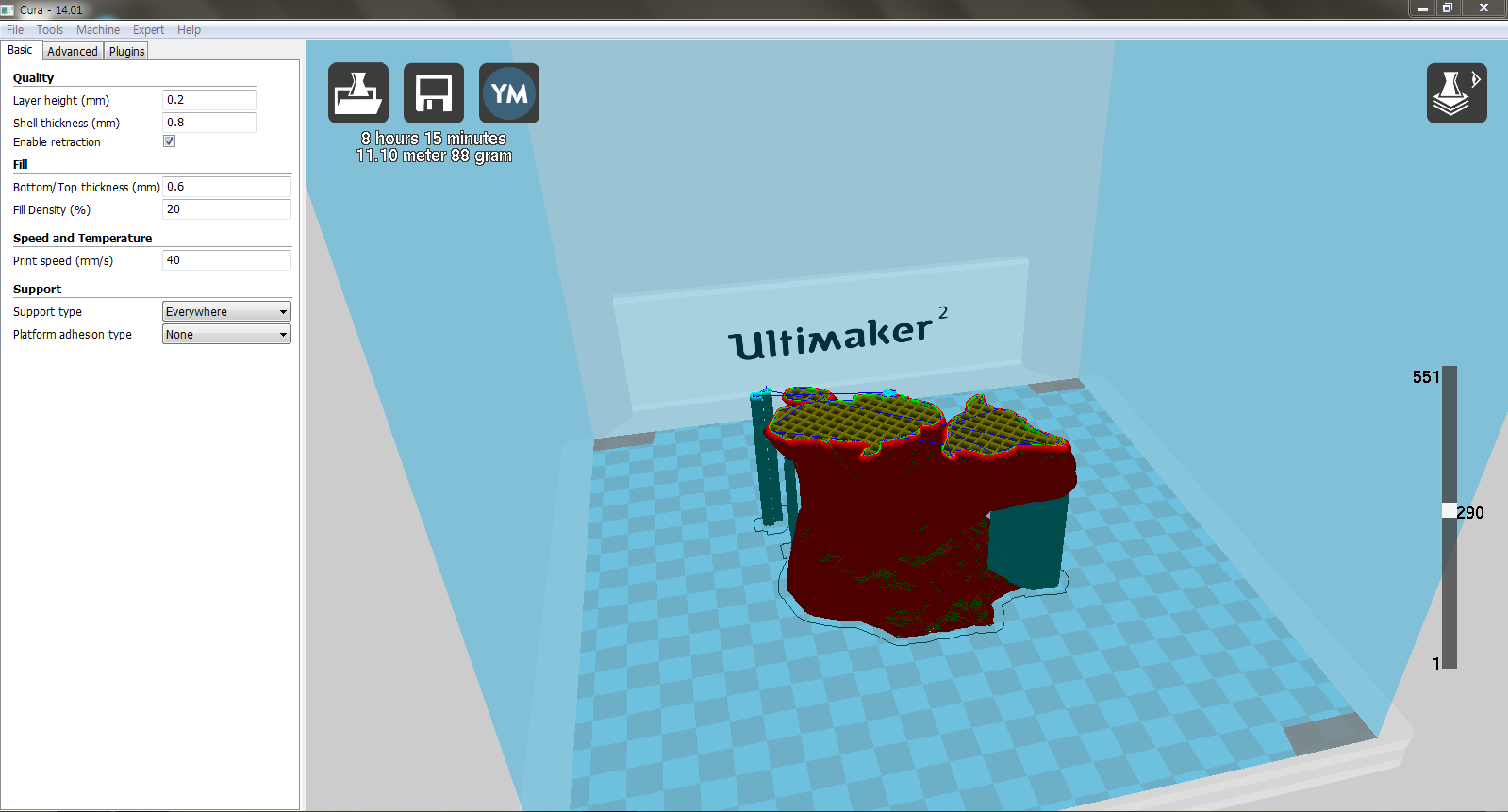
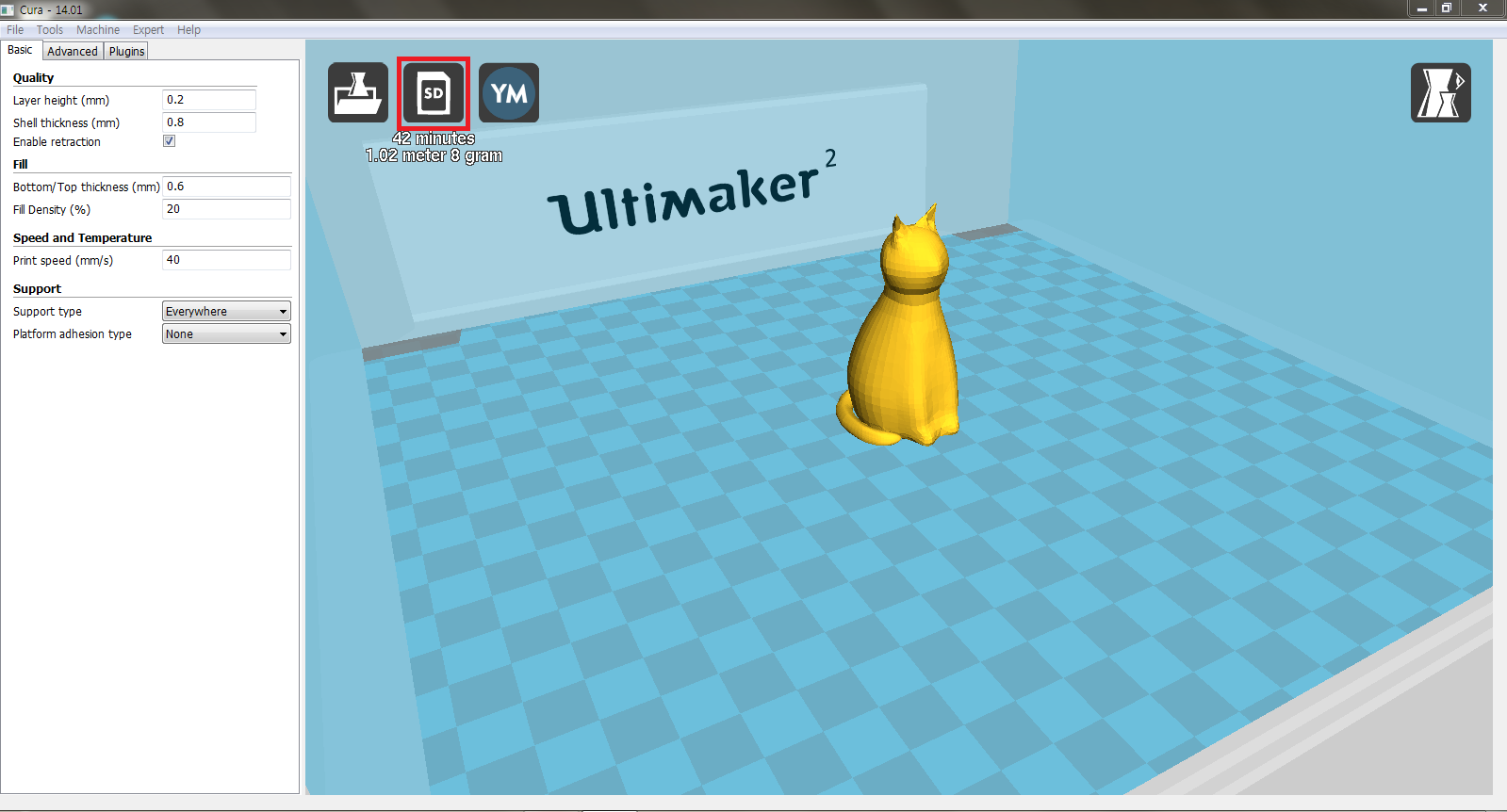
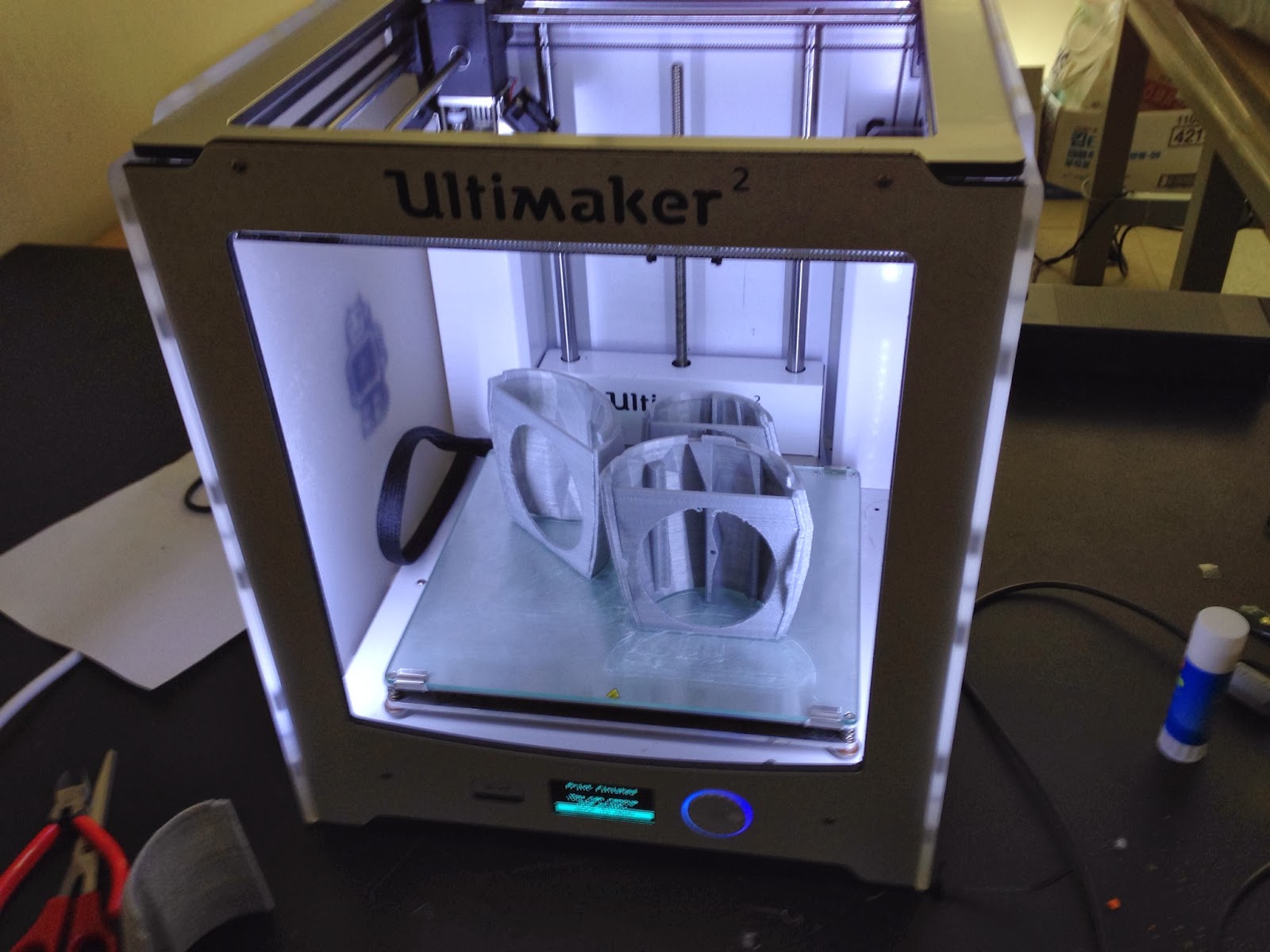
<Ultimaker 2 출력>
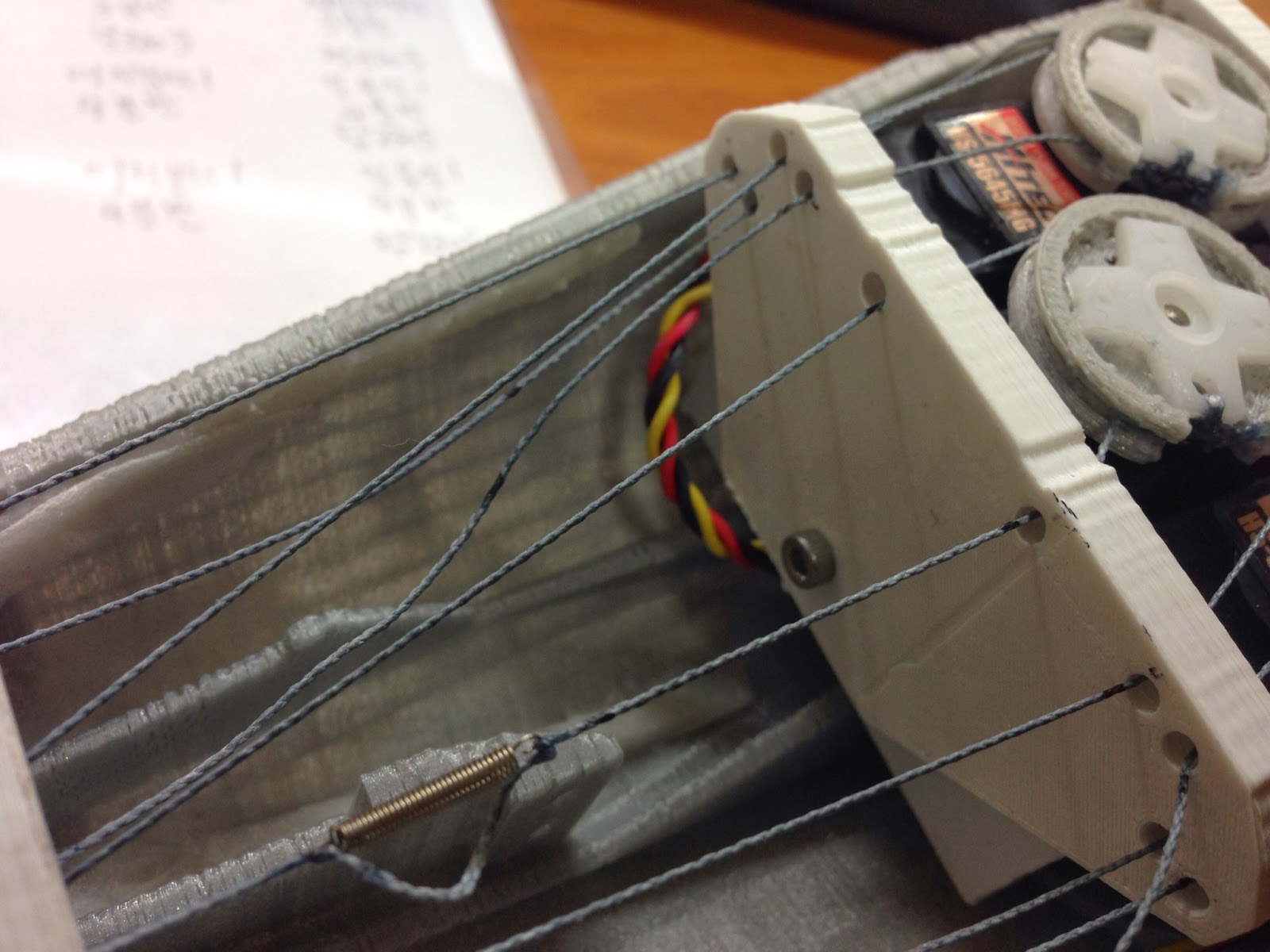
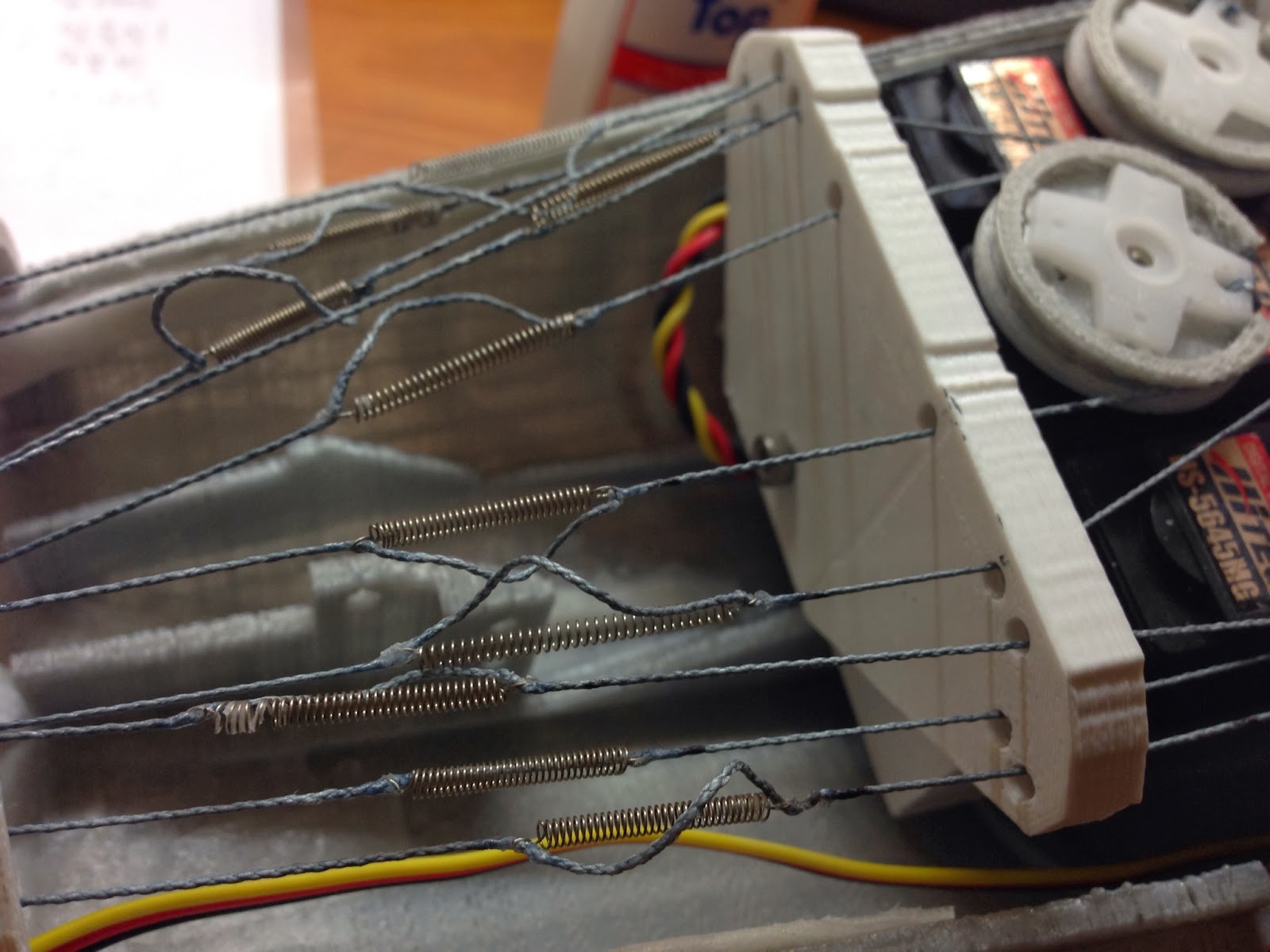
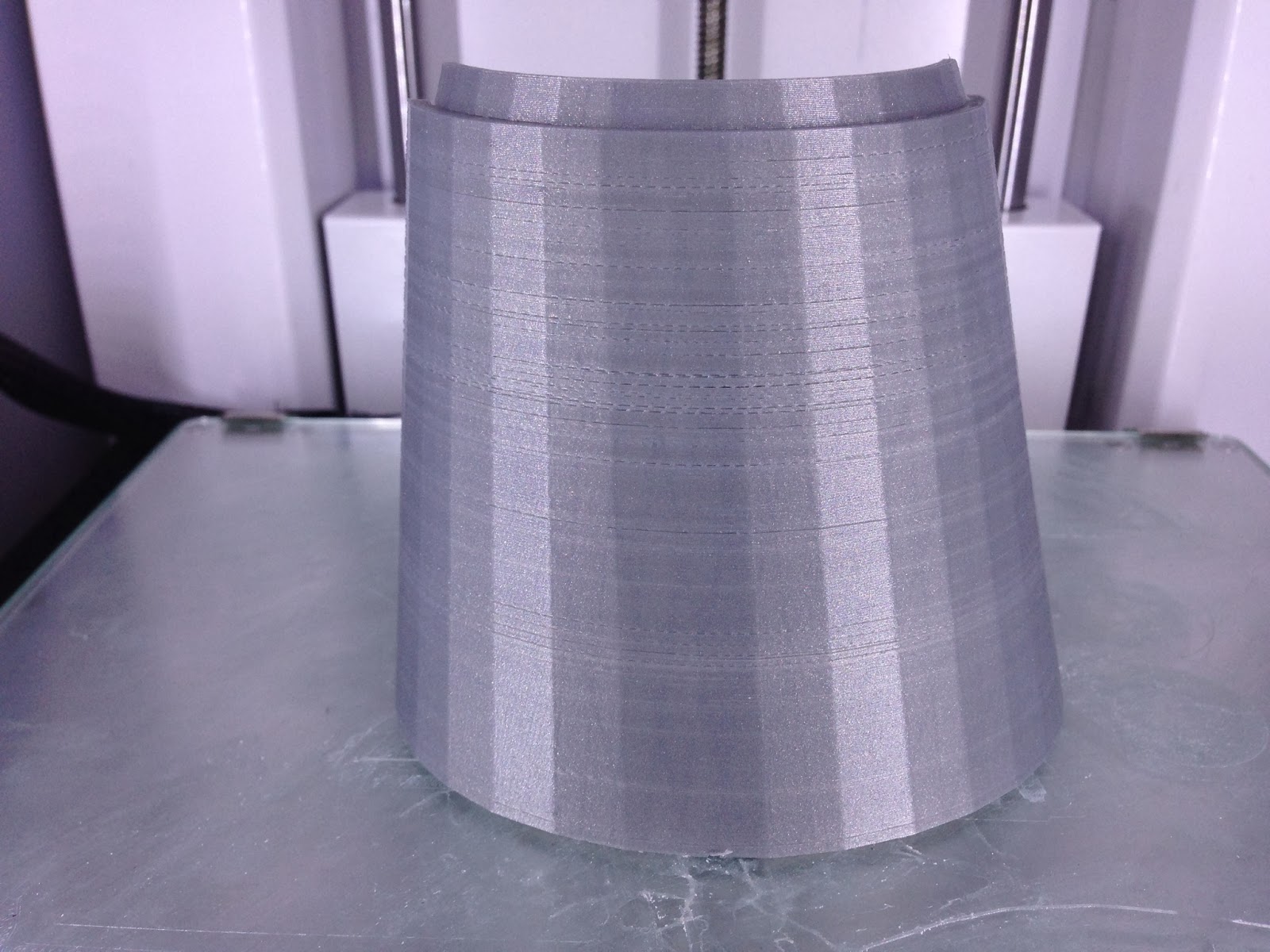
로봇 의수를 만들기 위해 팔뚝 부품을 출력한 사진입니다.
출력 가능 공간이 워낙 넓어서 이런 큰 구조물도 여러개를 동시에 출력할 수 있습니다.
Ultimaker의 설계가 정말 대단한게, 전체 부피 대비 출력 가능 공간 부피가 정말 큽니다. 제가 알기론 세계 최고입니다.
심지어 Ultimaker2에서는 전체 부피는 줄어들고 출력가능 부피는 증가했습니다.
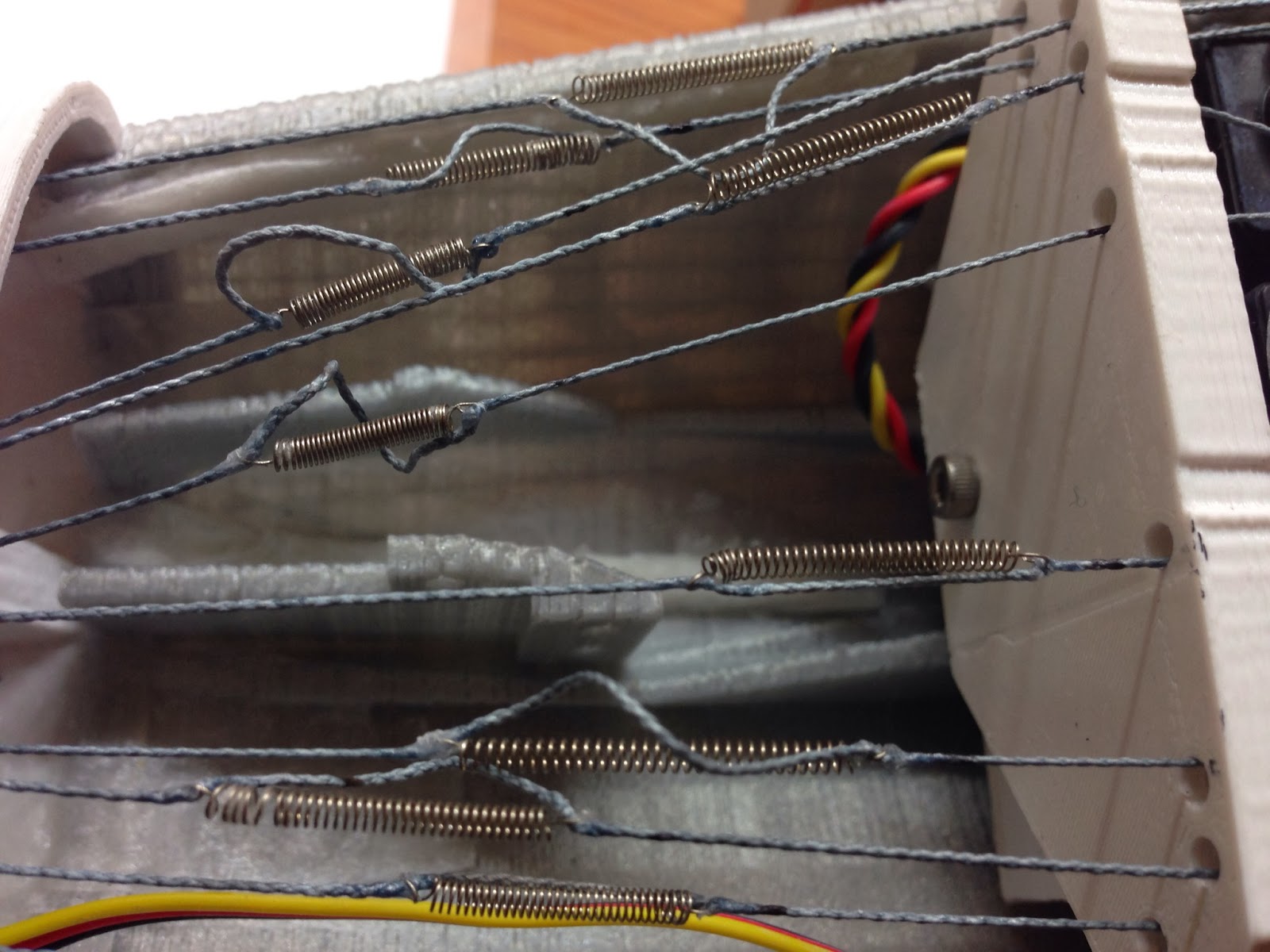
<출력된 팔뚝 부품>
아직 세팅이 완료되지 않아(Ultimaker 2와 같이 익스트루더와 노즐이 떨어져 있고 테프론 튜브로 연결된 모델은 세팅이 아주 중요합니다.) 조금 문제가 있지만, 그럼에도 불구하고 출력물 표면이 아름답습니다.
프레임이 매우 견고하다 보니 진동이 매우 적죠.
지금까지 너무 장점만 얘기한 것 같은데, 단점을 말해 보겠습니다.
- 비싸다(배송비 제외하고도 300만원 가량)
- 본사가 네덜란드에 있고, 수입사가 없다보니 구입도 힘들고 유지보수를 위한 부품 구입도 힘들다.
- 3mm 필라멘트를 사용해 원료 수급이 어렵다.
- 완제품이다(이건 제게만 단점인 것 같습니다.)
- 보우덴 방식(Ultimaker 2와 같이 익스트루더와 노즐이 떨어져 있고 테프론 튜브로 연결된 방식)
이라 세팅이 어렵고 출력물의 퀄리티가 떨어진다.(세팅이 잘못되면 중간중간 빈 공간이 생깁니다.)
- 용량이 작은 모터를 사용해 모터 발열이 조금 있다.
이 정도입니다.
그래도 여전히 매우 좋은 프린터입니다.
가격만 좀 저렴하다면 개인적으로 구매해서 1.75mm 필라멘트를 사용하도록 개조해서 들고다니며 사용하고 싶습니다.