<워크샵 당시 모습>
작년의 베타테스팅에 사용되었던 Pine Tree 1.0은 아래 사진과 같이 일반적인 3D 프린터를 뒤집은 구조였습니다. 이렇게 하면 히트베드 없이도 출력이 가능하고, 무게중심이 매우 낮아져 진동을 크게 줄일 수 있다는 장점이 있습니다.

<Pine Tree 1.0>
하지만, 실제 베타테스팅 결과 노즐의 열이 고스란히 출력물로 전달되고, 베드 수평 맞추기가 어려우며, 출력물이 베드에 잘 붙지 않는다는 문제가 있었습니다. 또한, 베타 버전이다보니 설계상 문제도 있어서(익스트루더가 계속해서 미끄러졌고, Z축도 불안정했으며, 새로운 재질을 도입한 노즐에도 문제가 있었습니다.) 베타테스터 대부분이 제대로 사용하지 못하는 상태였습니다.
결국, 대다수의 3D 프린터와 같은 아래에서 위로 쌓는 방식으로 설계가 변경되었고, 베타테스터들도 새로운 설계인 2.0 버전으로 교체받았습니다.
이후 개량을 계속하여 2.3버전의 일반 판매를 시작했고, 현재 포머스 팜에서는 파인트리 2.5버전과 신제품 스프라우트를 판매중입니다.
<신제품 스프라우트>
포머스 팜 홈페이지 링크
포머스 팜 카페 링크
이 많은 일이 일어나는동안, 저희는 1.0 버전과 씨름하고 있었습니다.
다른 베타테스터들이 2.0 버전으로 교체받을 때, 저희는 나름 전에 Prusa Mendel을 만들어 봤다고, 호기롭게 문제를 해결해가며 써 보겠다고 했던 것이 문제였습니다.
물론 실패했습니다. Prusa Mendel처럼 개조가 쉬운 것이 아닌, 기성 제품을 어떻게 바꾼다는 것에는 한계가 있었고, 중간고사, 기말고사 등 학교 일정에 치이기도 했습니다.
여튼 그 이후로 6개월이 지났고, 결국 2.5 버전까지 출시된 시점에 2.0 버전으로 교체받았습니다.
솔직히 말해서, 1.0 버전이 워낙 기대에 미치지 못했기에 별로 기대하지 않았습니다만, 실제로 사용해보자 정말 많은 발전이 있었습니다. 사용성 측면이나, 출력 성능이 매우 좋아졌습니다.
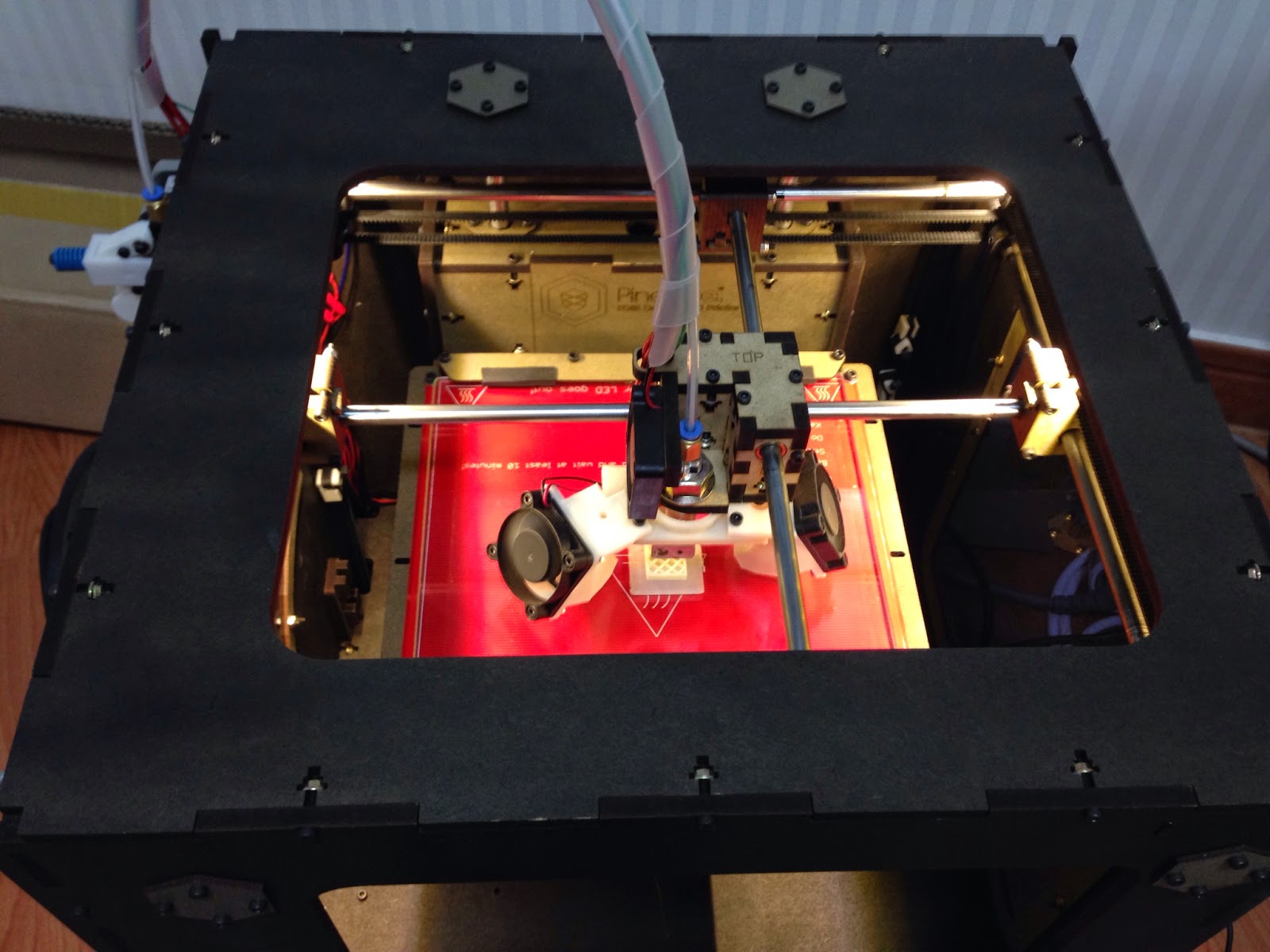
<Pine Tree 2.0의 출력 모습>
먼저, 전반적인 구조가 변했습니다. 이 구조는 Ultimaker를 통해 검증된 구조이다 보니, 조용하며 진동이 적고 박스 구조라 보관, 이동이 용이하며 프린터 크기에 비해 출력공간의 크기가 큰 장점이 있습니다. LED도 장착되어 있어 출력물을 확인하기에 좋습니다.

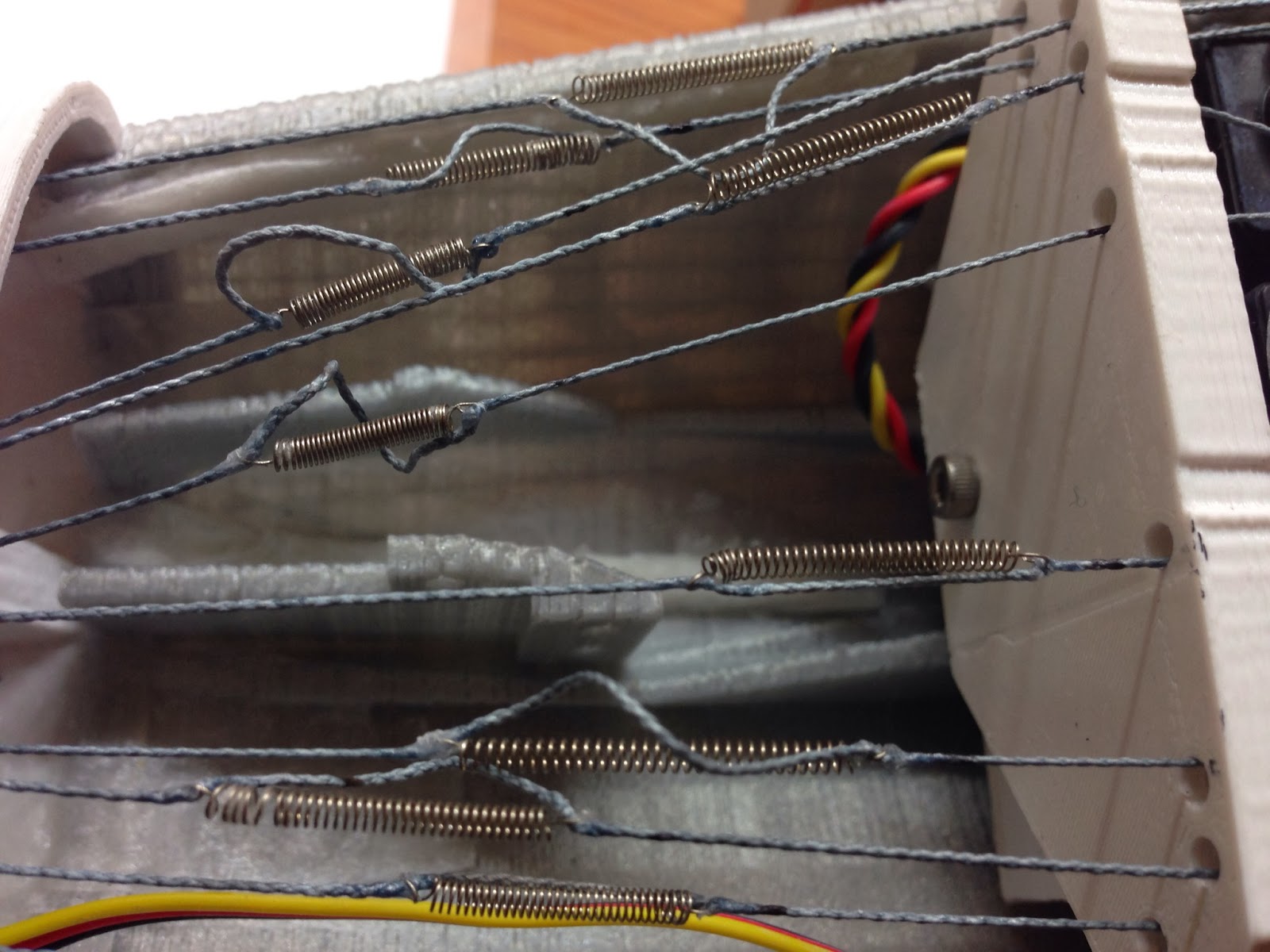
<LED와 Y축 연마봉, 연마봉 캐리어의 모습>
부품들의 품질도 크게 향상되었습니다. 제가 찾은 것들만 나열해도
1. 노즐 배럴이 PEEK로 교체되어 성능과 내구성이 크게 향상됨
2. 연마봉 캐리어가 더 얇은 MDF판 여러장으로 교체되어 연마봉 캐리어와 연마봉 사이 유격이 거의 사라짐.
3. Z축을 M10 연마봉 2개가 지지하고, TM 스크류(위치 이동용 정밀 나사)로 Z축을 이동시켜 진동과 소음, 정밀도를 확보
물론 원료를 통일하고, 동일한 조건에서 실험하는 등의 변인 통제가 필요하겠지만, 일단 간단하게 출력해 본 결과로는 Ultimaker 2급, 또는 오히려 그 이상의 출력물을 보여주는 것 같습니다.
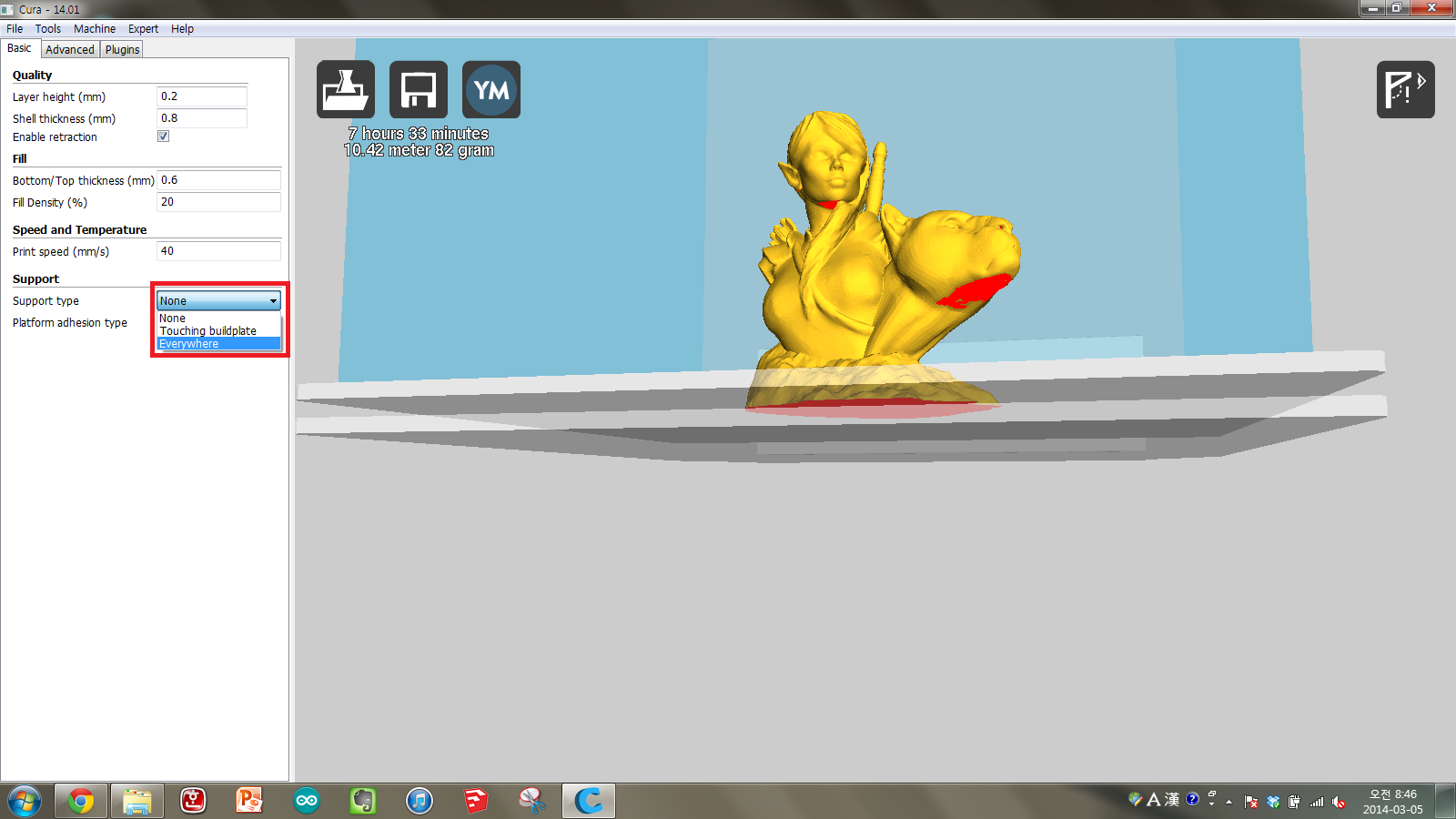
지금까진 장점만 이야기했으니, 단점을 짚어보자면
1. 베드 레벨링이 매우 어렵다.(나사를 조이거나 풀때마다 노즐을 이동시켜야 함)
=> Pine Tree 2.5와 스프라우트에서는 아래에서 레벨링하는 방식으로 변경
2. 익스트루더가 원료를 제대로 밀어주지 못함
=> 신제품에서는 익스트루더 구조 변경
3. 오랜 시간 출력하면 노즐이 원료를 제대로 압출하지 못함
=> 쿨링팬이 노즐을 직접 식히는 것이 문제. 스프라우트에서는 팬 덕트 구조 변경으로 개선.
다행스럽게도, 대부분의 단점은 신제품에서 보완된 내용이었습니다.
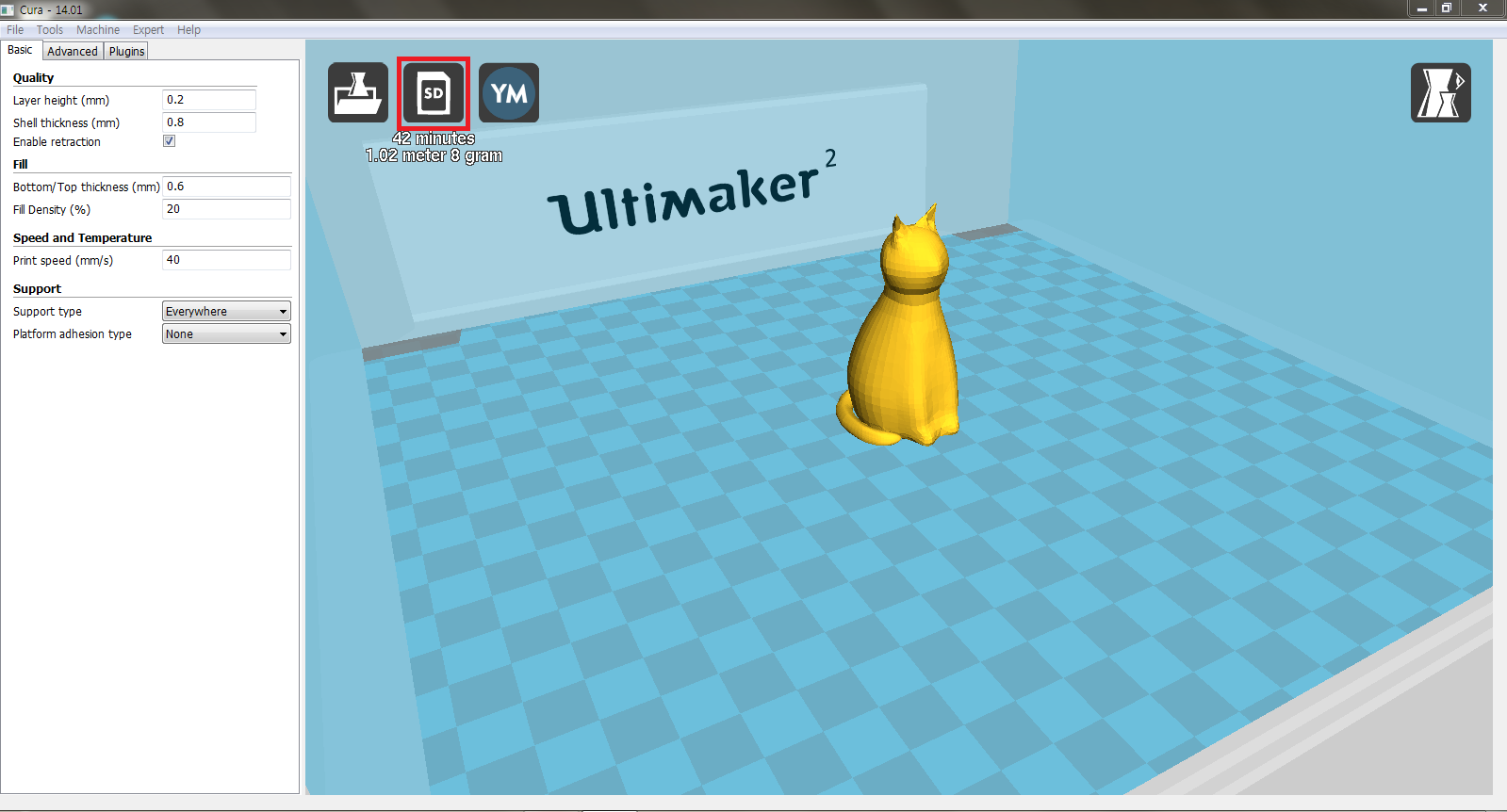
출력물로 직접 보여드리겠습니다.

<15*15 큐브 출력중>
프린터를 받자마자 출력해본 15*15 큐브입니다.
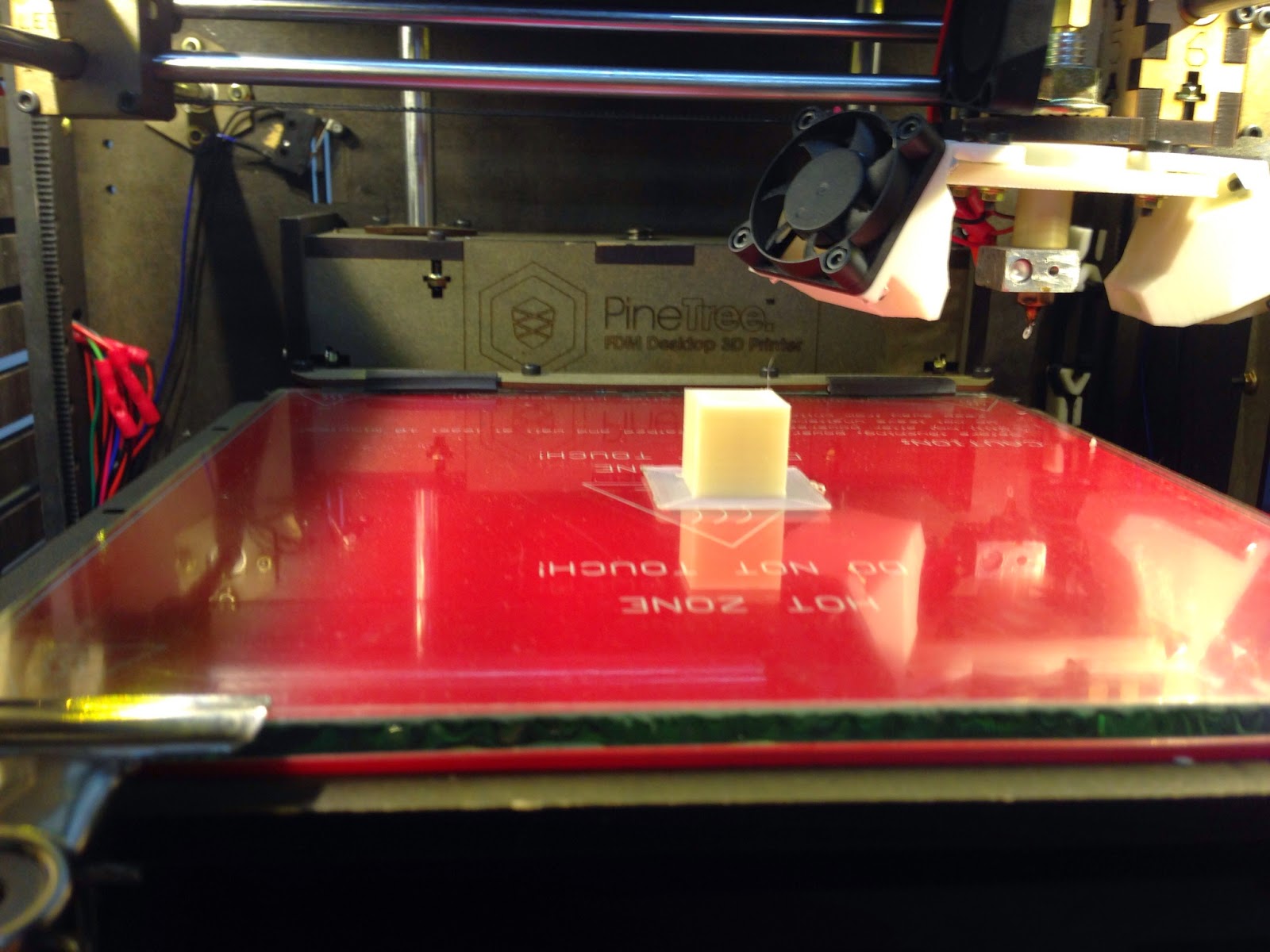
<15*15 큐브 출력 완료>
아주 깨끗하고 정확한 크기로 출력되었습니다.
물론 이 정도는 최근 출시된 프린터들은 대부분 출력됩니다.
그래서 조금 어려운 출력물을 출력해서 비교해 보도록 하겠습니다.
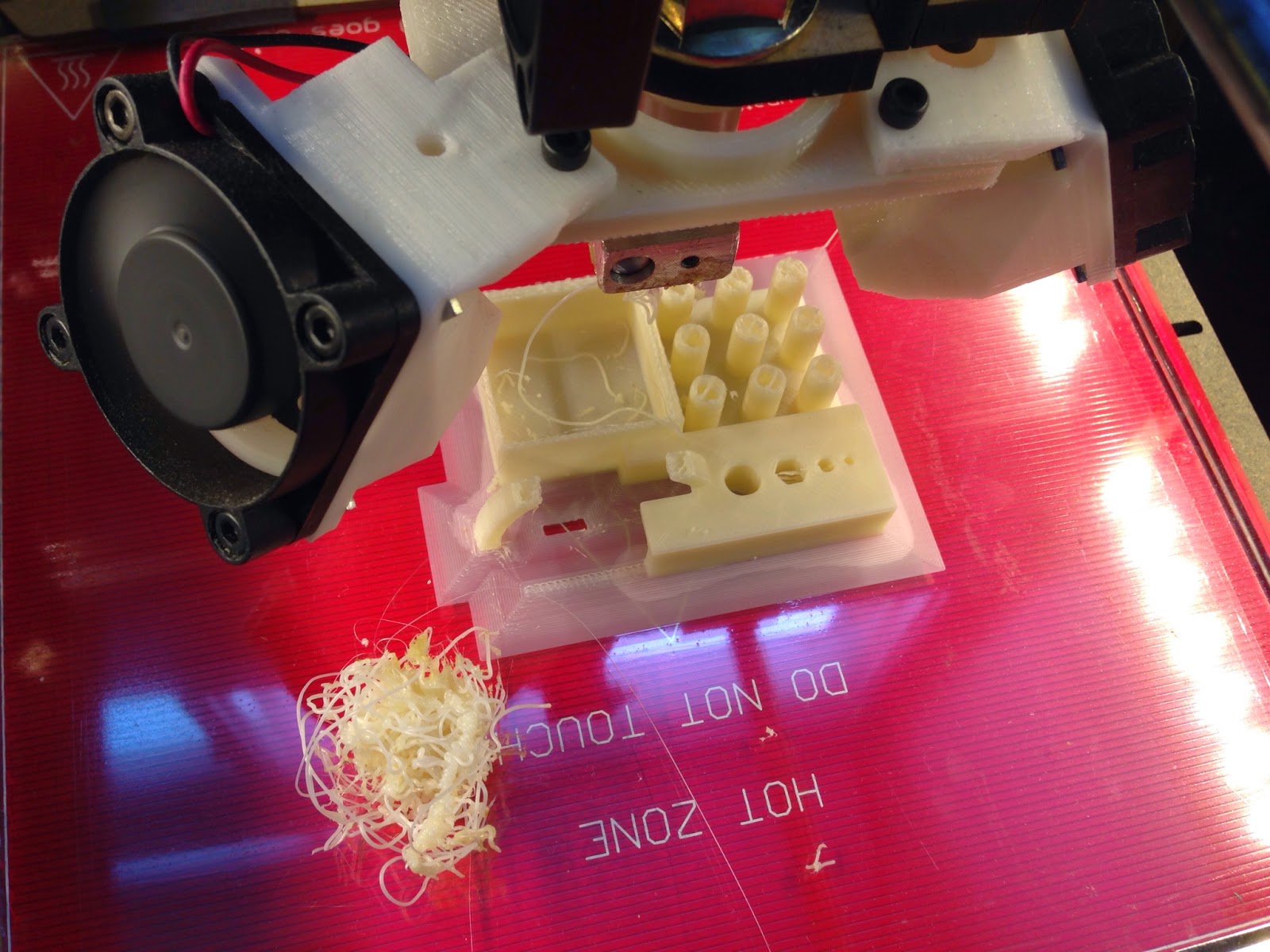
<Torture Test 출력중>
Torture Test(링크)는 Make지에서 디자인한 FDM 3D 프린터 성능 테스트 전용 구조물입니다.
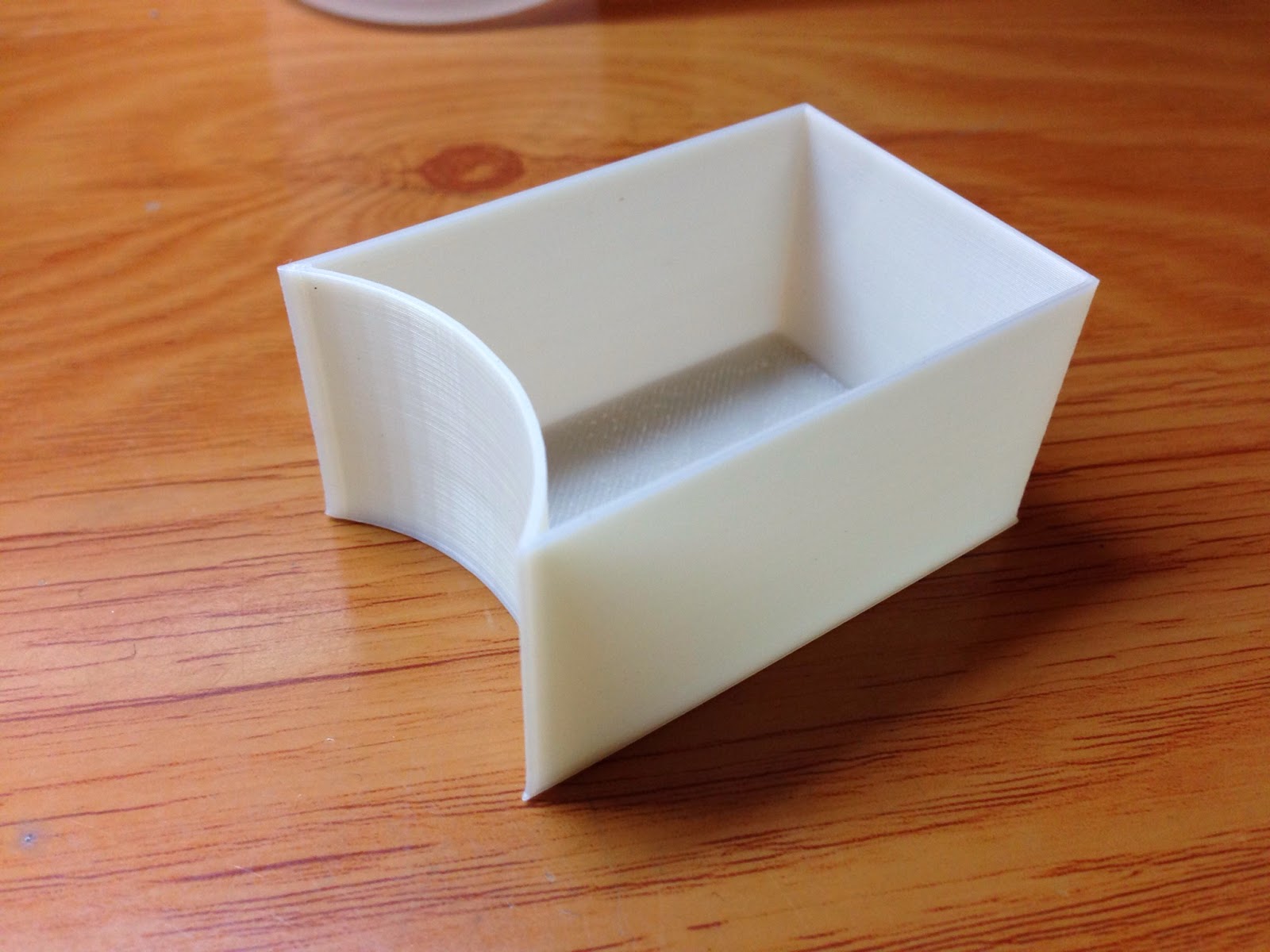
아치 형태의 브릿지, 정육각형의 구멍, 얇은 벽의 상자, 9개의 기둥, 공중에 출력하기, 얇게 출력하기 등 어려운 구조물들을 여럿 포함하고 있어 이들을 통해 프린터의 성능을 비교적 객관적으로 비교분석 가능합니다.
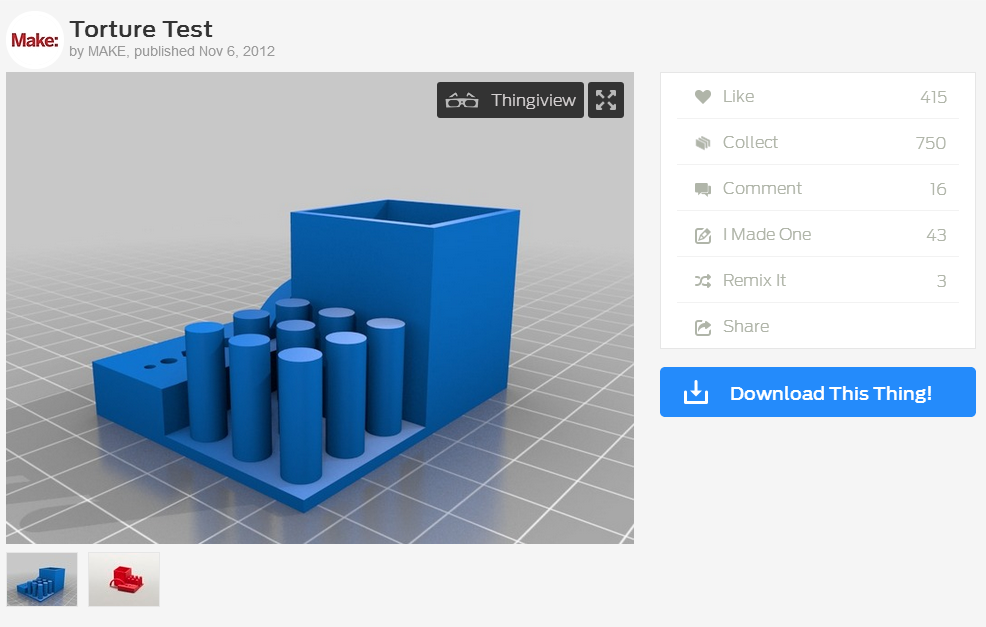
<Torture Test의 구조>
Make지에서는 3D 프린터 관련 기사를 작성할 때, 이 구조물을 출력하여 프린터들을 비교합니다.
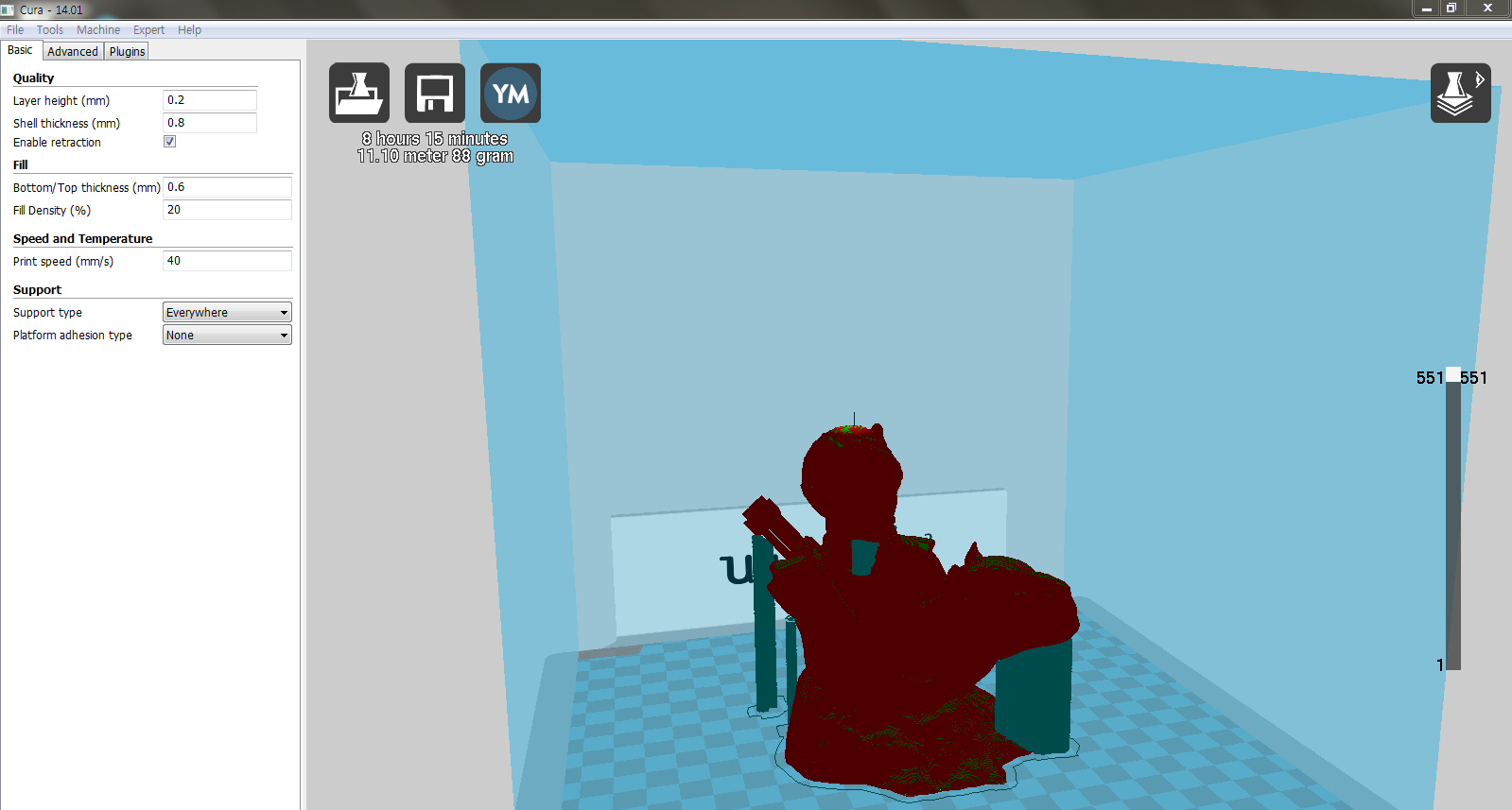
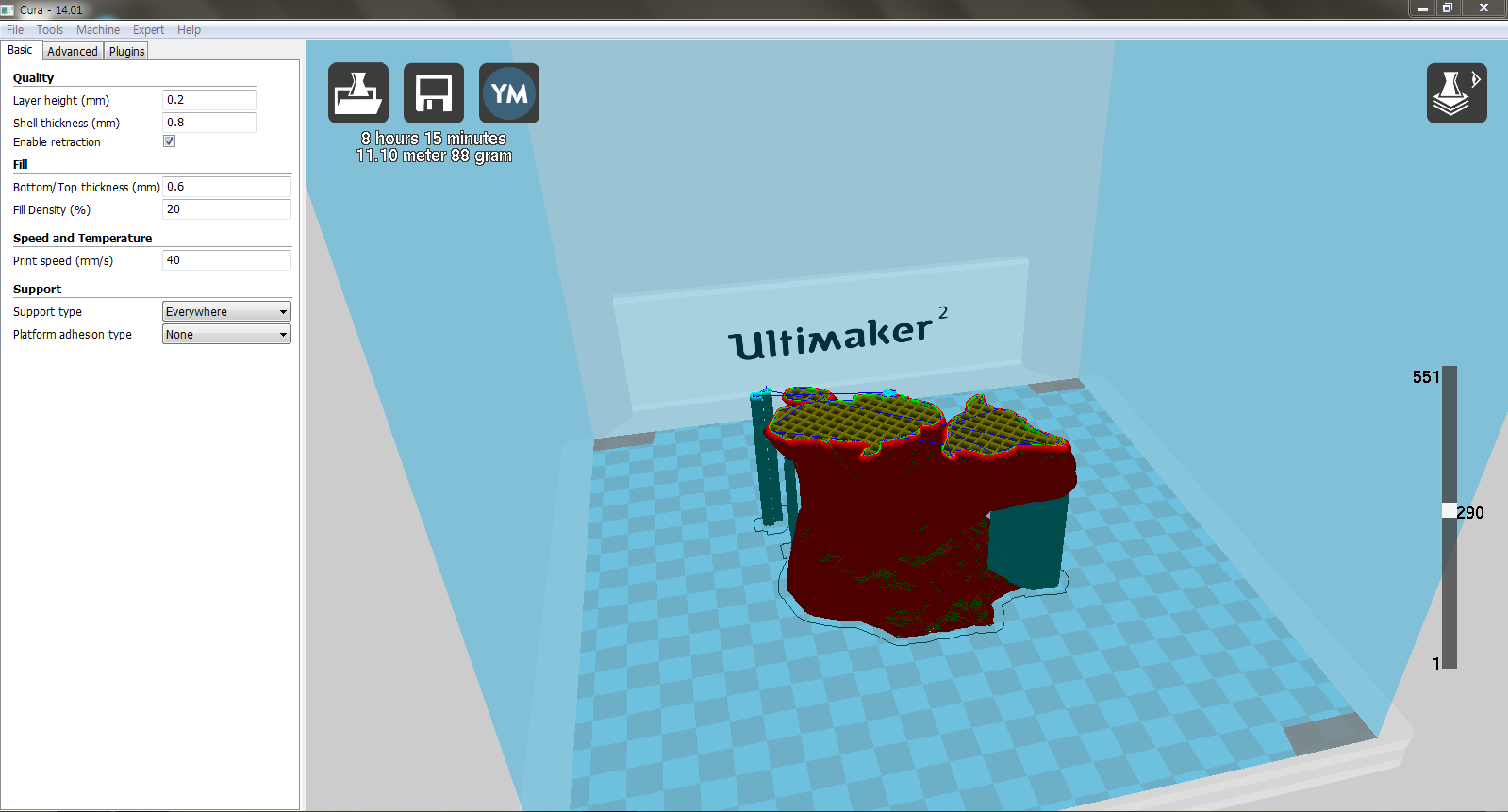
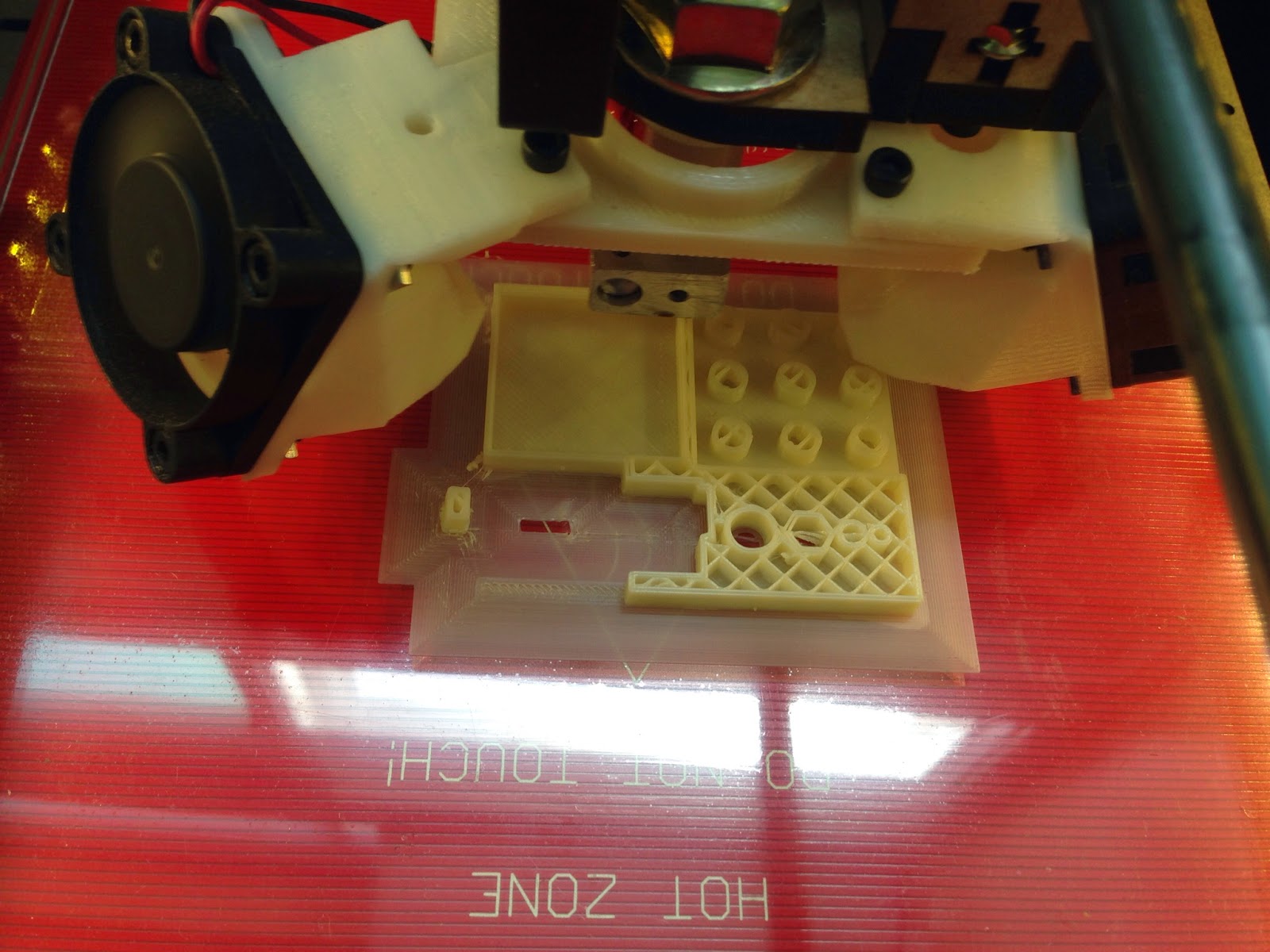
<Pine Tree 2.0으로 Torture Test 출력 결과>
하지만 안타깝게도 Pine Tree 2.0으로 Torture Test를 완벽하게 출력하는 것에는 실패했습니다. 브릿지가 제대로 조형되지 않으면서 다른 구조물의 조형까지 방해한 것이 원인입니다.
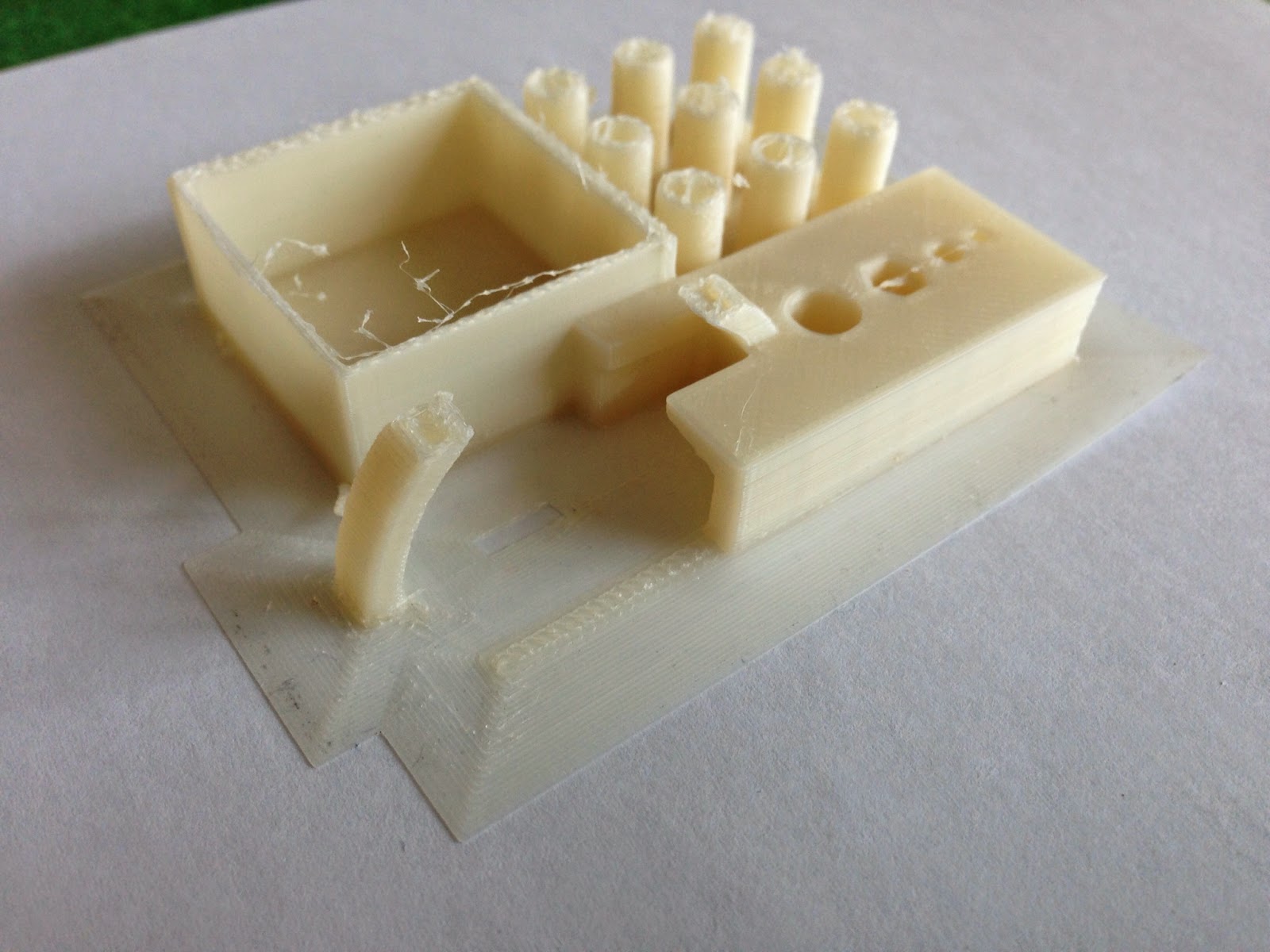
<출력된 Torture Test>
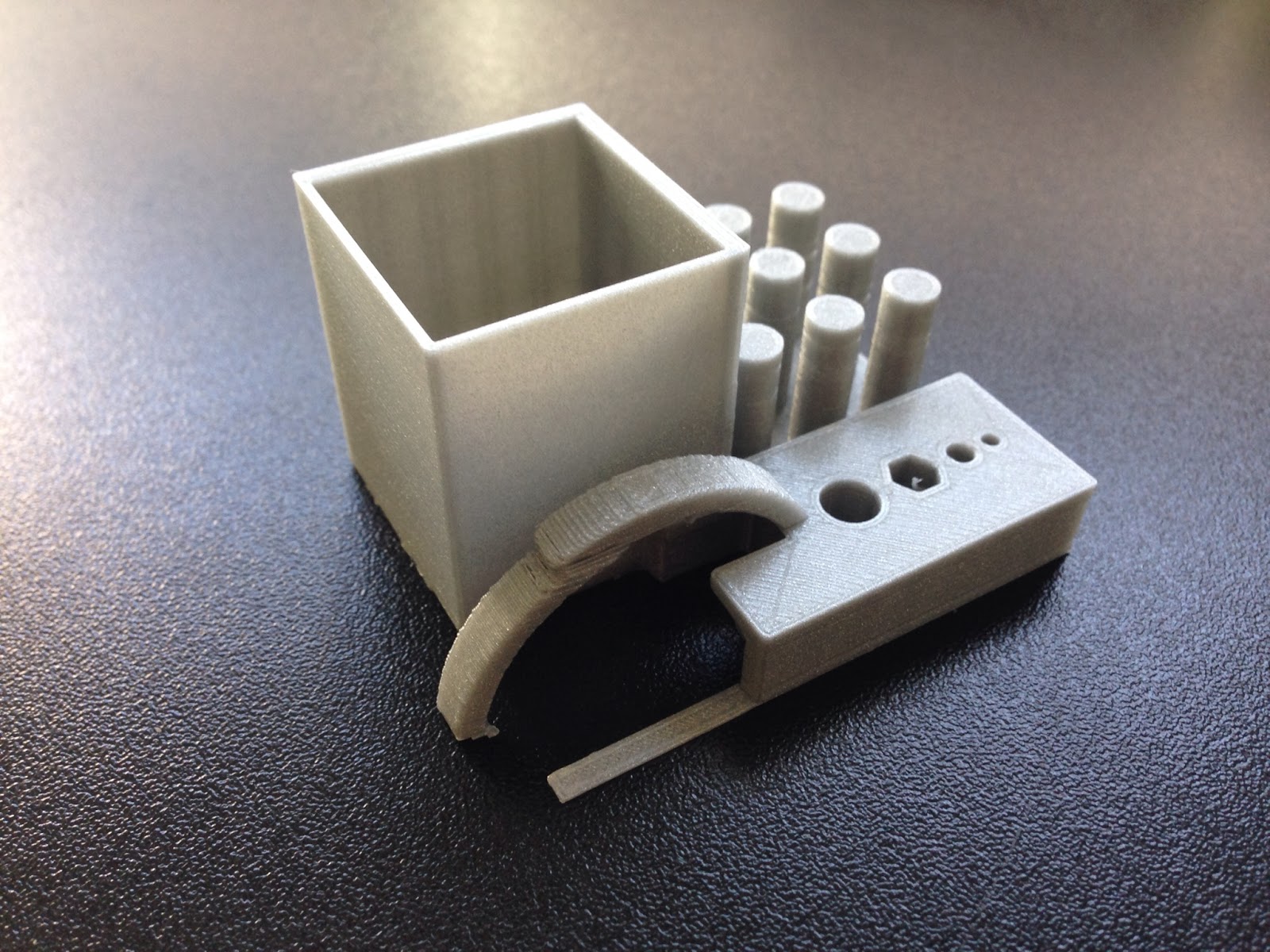
<Ultimaker2의 출력물과 비교>
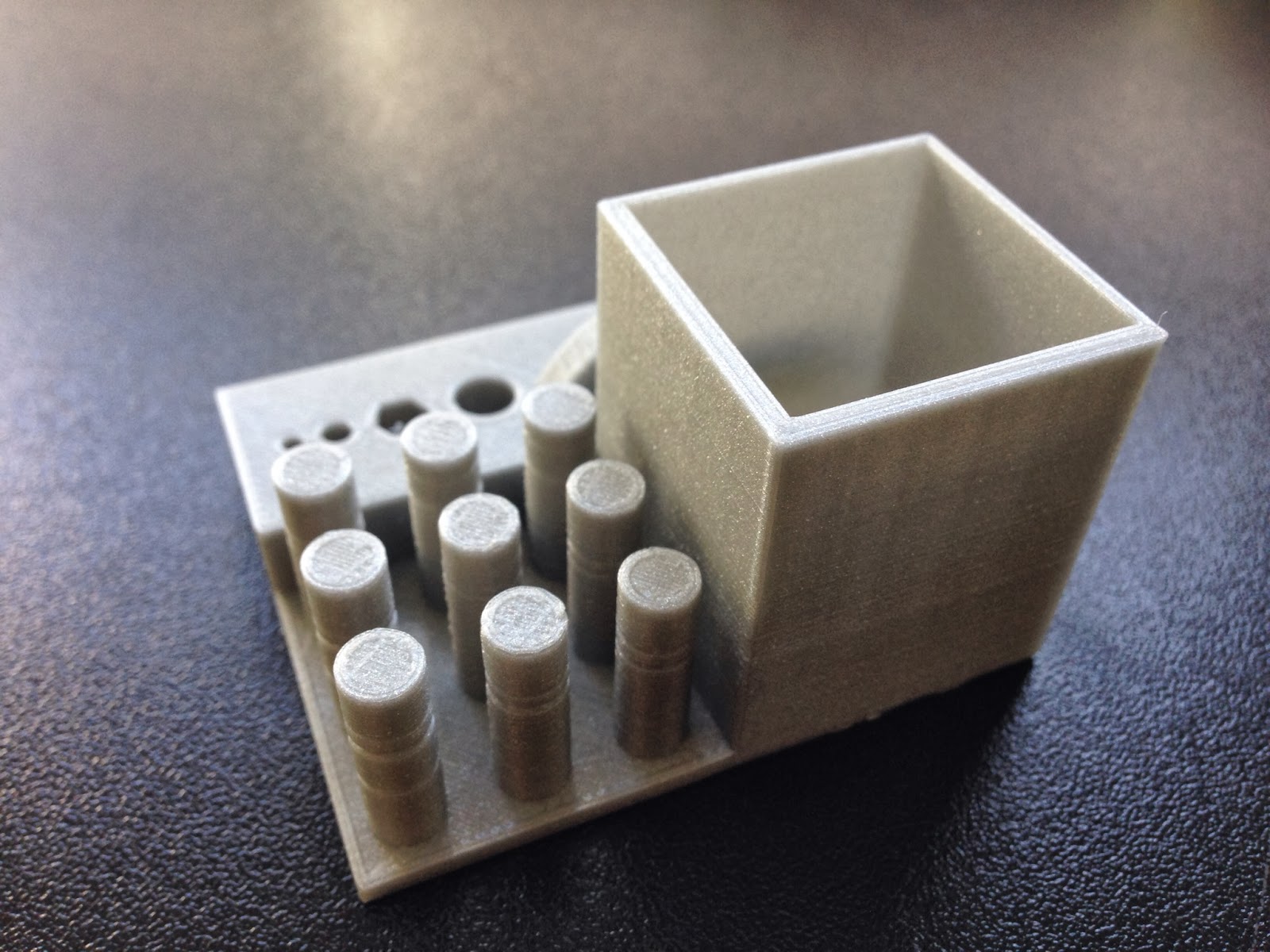
그래도 문제가 생기기 전까지 출력된 부분을 보면, 깨끗하게 출력이 잘 된 것을 볼 수 있습니다. 벽면도 깨끗하고, 얇은 부분도 잘 출력되었으며, 무엇보다 일반적으로 보우덴 구조(익스트루더와 노즐이 떨어져 있고, 테프론 튜브로 연결되어 있는 구조)를 사용하는 3D 프린터는 서로 떨어진 구조물을 출력할 때 사이에 원료가 새어나와 실 같은 것이 만들어져 지저분해지기 십상인데, 9개의 기둥을 아주 깨끗하게 출력했습니다.
현재 최고의 개인용 FDM 프린터중 하나인 Ultimaker2의 Torture Test 결과와 비교해도 브릿지를 제외하면 전혀 부족하지 않은 모습입니다. 특히 9개의 기둥 부분은 그 차이가 확연히 드러납니다.
브릿지를 제외하면 프린터의 전반적인 출력 성능이 아주 출중한 것으로 판단됩니다.
포머스팜에 따르면, 2.0 버전에 비해 2.5 버전과 신제품인 스프라우트는 쿨링팬 구조와 노즐 형태가 개선되어 브릿지 성능이 크게 향상되었다고 하니, 기대해 볼만 합니다.
이 외에도 몇 가지 더 출력해 보았습니다.
<친구의 연구를 위한 특수 구조물>
3D 프린터의 장점을 살려 특수 구조물을 제작해 보았습니다.
그 친구에 따르면 실험이 성공적으로 진행되었다고 합니다.
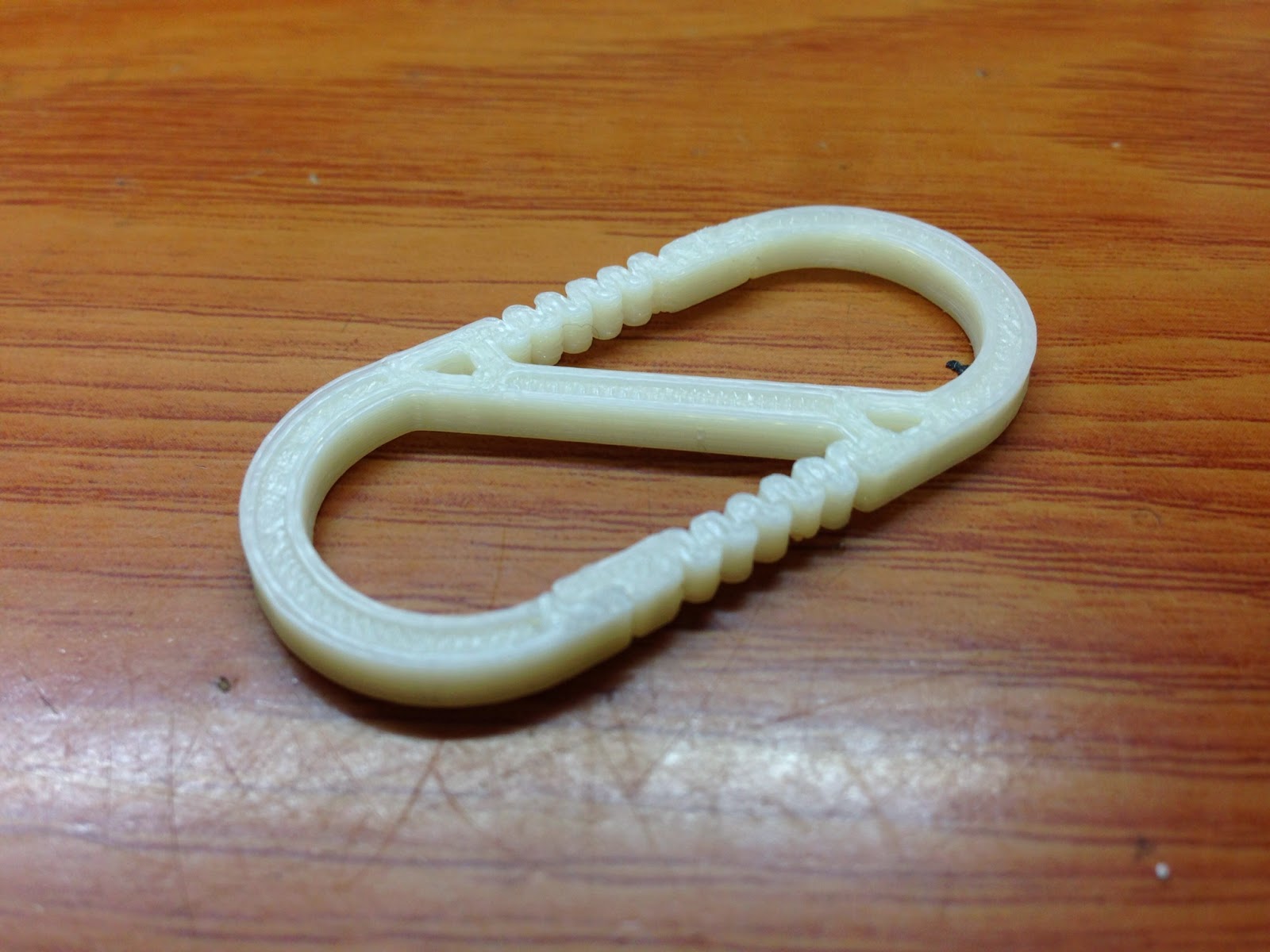
<카라비너 출력>

<호루라기 출력>
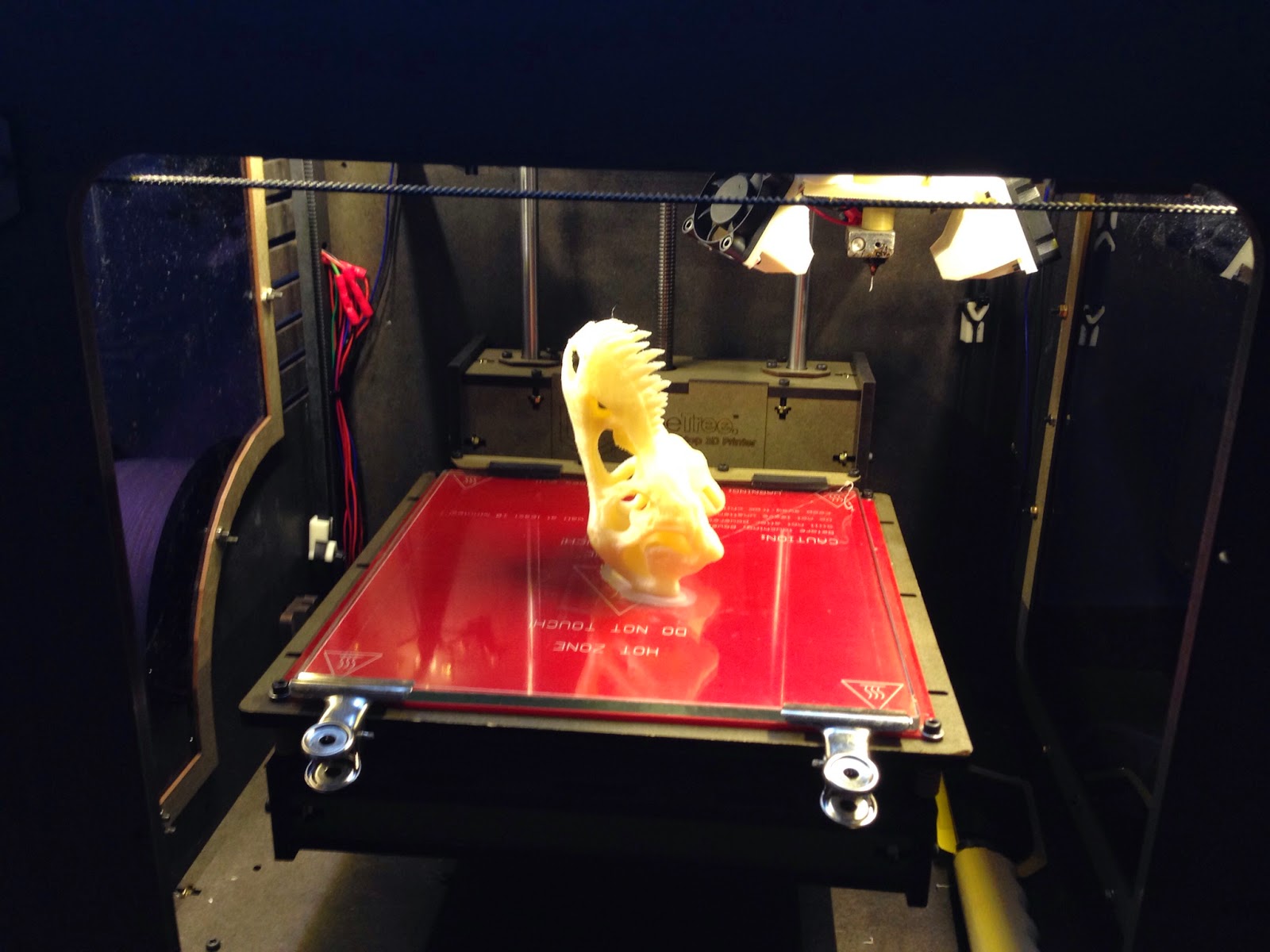
<티라노사우루스 렉스 두개골 출력>
아직 베타 버전이다 보니 문제점도 많았지만, 전반적으로 1.0 버전에 비해 매우 개선된 성능을 보여주었습니다.
기본적으로도 Ultimaker 2에 버금가는 출력 성능을 볼 수 있었습니다.
정식 출시 제품인 2.3, 2.4, 2.5버전, 그리고 신제품인 스프라우트의 성능이 기대됩니다.
그럼, 짧은 Pine Tree 2.0 Beta 리뷰를 마치도록 하겠습니다.
(포머스 팜에서 촬영,제작한 이미지들은 포머스 팜의 동의를 받고 사용했습니다.)