ramps 1.4 보드, Mega2560보드, A4988 보드 이 3가지로 프린터 드라이빙이 가능해야 하나..
이상하게 잘 안되길래 이리저리 테스트 해보던 중 A4988 날려먹고, 이어서 Mega2560도 날려먹고;;
(Mega2560은 전원부만 나간 듯 하여 수리는 가능할듯 하지만)
이래저래 딥빡침을 겪던 와중 도깨비님(http://http://blog.naver.com/jinydoggebi/ )
이 드라이버를 제작하여 공제를 하신다고 해서 잽싸게 신청했다.
중간 이사를 겪고 방정리를 하는 와중 도착한 보드,
또 날려먹을까 걱정되어 다리부터 세워주고..
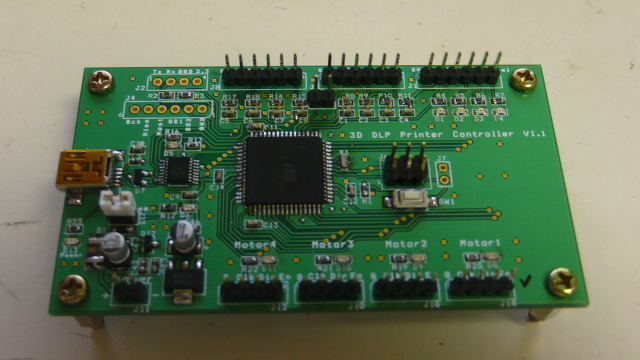
1607 SMD로 작업되어 회로가 참 작다.
그런데 잘 보면 전부 손땜이다;;;; 소량이니 당연한 거겠지만 처음에 워낙 깔끔하게 잘 되어 있어서 몰랐는데
부품 하나 하나가 전부 각이 잡혀있다.
일단 내 윈7에서는 USB만 꽂으면 자동으로 드라이버가 잡히고 인식되며
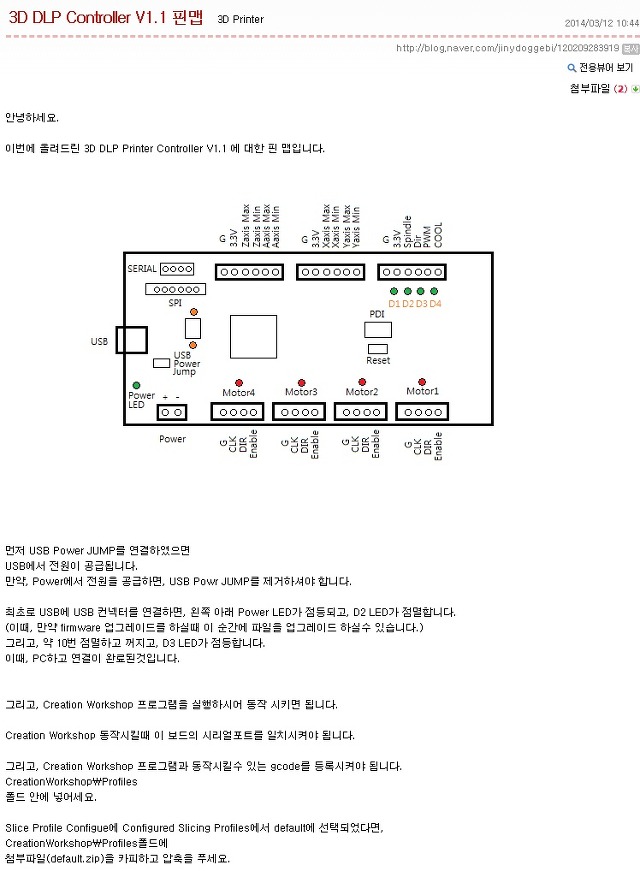
원문 : http://blog.naver.com/jinydoggebi/120209283919
|
|
 default.zip
default.zip일단 여기까지 하고.. 스텝 드라이버는 전에 CNC에 사용했던 TB6560 을 사용하기로 했다.
A4988은 또 잘못 연결해서 날릴까봐 걱정되고 영 불안하다

알리에서 검색해보니 2개에 18.4달러다. 전에 한개에 17달러에 샀던 것 같은데...;;
일단 주문해 놓고, CNC에 붙어있던 것을 떼서 임시로 사용하기로.
잠시 생각해 보니 리드 설정이나 스텝 회전방향 등 설정을 어떻게 하는지 알 수 없어 문의글을 올렸더니
금방 답글이 달렸다.
|
|
이 CoolTerm이란 프로그램을 사용하며 조정이 가능하다고 한다.
이것저것 찾아 읽다보니 터미널 프로그램임. 다른 터미널 프로그램 쓰시는 분들은 그냥 쓰셔도 될 듯.

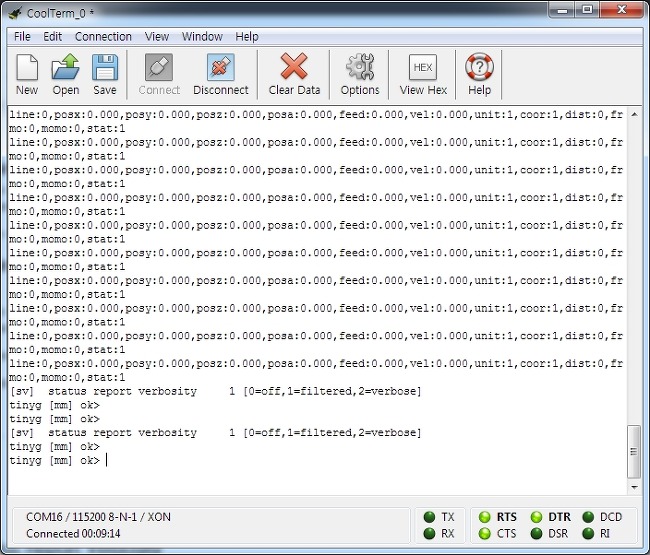
설정에서 Baudrate를 115200으로 변경하고,
Flow Control 의 XON을 반드시 체크해둔다.
그리고 연결하면...

이런 화면이 뜬다.. 계속 같은 텍스트가 무한 반복되어 고장난 보드를 받은 줄 알았으나
문의결과 상태보고를 50밀리초마다 하는 것이라 저렇게 나온다고.
해결방법은 status report의 타이밍을 늘리거나, 필터링하거나 하는 것.
간단하게 저 상태에서 status report를 disable 하거나, 시간 간격을 늘리면 되는데
$sv=1 을 입력하면 filtered report 상태가 되므로 변화가 있을 때만 report 된다(그런 것 같다..)
화면에 report 가 50ms 마다 반복되므로 50ms 사이에 $sv=1 + Enter 입력을 해야 하는데
복사해서 Ctrl-V + Enter 를 빠르게 두어번 입력하다 보면 금방 입력이 되고 report 화면이 멈추는 것을 볼 수 있다.
-----------------------------------------------------------------------------------------------------------
참고로 보드의 명령어는 다음과 같다.
# ConfigurationThe settings on this page are for firmware version 0.96. If you have an earlier version see here. You can find out the firmware version by entering $fv or by looking at the console output when you hit reset. This page describes how configuration works in text mode from the Command Line. All configs on this page are also accessible in JSON mode. Well almost. Those few commands that apply to only one mode or the other are noted. Summary / Cheat SheetConnect to the Controller Board USB at 115,200 baud. To see a value enter Motor GroupsSettings specific to a given motor. There are 4 motor groups, numbered 1,2,3,4 as labeled on the Controller board.
Axis GroupsSettings specific to a given axis. There are 6 axis groups, one for each of X,Y,Z,A,B,C. Not all axes have all parameters.
PWM Group (Pulse Width Modulation)There is currently only one PWM channel (p1), but the configs are structured for multiple PWM groups. The PWM channel is set up to act as a remote control Electronic Speed Controller (ESC), but can be used for other PWM functions using these settings.
System GroupThe system group contains the following global machine and communication settings. The system group can be listed by requesting Identification Settings These are reported on the startup strings and should be included in any support discussions.
Global System Settings
Communications Settings Set communications speeds and modes.
Gcode Initialization Defaults Gcode settings loaded on power up, abort/reset and Program End (M2 or M30). Changing these does NOT change the current Gcode mode, only the initialization settings.
Commands and ReportsThese $configs invoke reports and functions
Note: Status report parameters is settable in JSON only - see JSON mode for details Hidden System Settings The following settings are accessible but do not appear in the system group listings. This is because they really should not be messed with.
Settings DetailsSettings are case insensitive - they are shown in upper case for emphasis only. The leading '1' can be any motor, 1-4, and the leading 'x' can be any axis (with some restrictions as noted). Motor Settings$1MA - MAp motor to axisAxes must be input as numbers, with X=0, Y=1, Z=2, A=3, B=4 and C=5. As you might expect, mapping motor 1 to X will cause X movement to drive motor 1. The example below is a way to run a dual-Y gantry such as a 4 motor Shapeoko setup. Movement in Y will drive both motor2 and motor4. $1ma=0 Maps motor 1 to the X axis $2ma=1 Maps motor 2 to the Y axis $3ma=2 Maps motor 3 to the Z axis $4ma=1 Maps motor 4 to the Y axis $1SA - Step Angle for the motorThis is a decimal number which is often 1.8 degrees per step, but should reflect the motor in use. You might also find 0.9, 3.6, 7.5 or other values. You can usually read this off the motor label. If a motor is indicated in steps per revolution just divide 360 by that number. A 200 step-per-rev motor is 1.8 degrees, a 400 step-per-rev motor has 0.9 degrees per step. $1sa=1.8 This is a typical value for many motors $1TR - Travel per RevolutionTR needs to be set to the distance the mapped axis will move for one revolution of the motor. - e.g. if motor 1 is mapped to the X axis, then $1tr applies to the Xaxis. If the machine is in mm mode (G21) the TR value for XYZ axes should be entered in mm. If in inches mode (G20) XYZ should be entered in inches. ABC axes are always entered in degrees. See examples below. For XYZ the travel-per-revolution value is usually the result of the lead screw pitch or pulley circumference.
For ABC the travel-per-revolution value is entered in degrees. This value will be 360 degrees for an axis that is not geared down - one revolution = 360 degrees. The value for a geared rotary axis is 360 divided by the gear ratio. For example, a motor-driven rotary table with 4 degrees of table movement per handle rotation has a gear ratio of 90:1. The Travel per Revolution value should be set to 4. Note that the travel-per-revolution is independent of the radius setting in the rotary axis settings. Set TR first to reflect the gearing, then set any Radius values if that is needed. Note that Travel per Revolution is a motor parameter, not an axis parameter as one might think. Consider the case of a dual Y gantry with lead screws of different pitch (how weird). The travel per revolution would be different for each motor. $1tr=2.54 Sets motor 1 to a 10 TPI travel from millimeters (2.54 mm per revolution) $1MI - MIcrostepsController Board microsteps are set in firmware, not as hardware jumpers as on some other systems. The following microstep values are supported:
It is a misconception that higher microstep values are better - beyond a certain point they are a detriment to performance. In a typical setup the total power delivered to the motor (and hence torque) will go down as you increase the microsteps, especially at higher speeds. Also, using microsteps to set the finest machine resolution is source of error as the shaft angle isn't necessarily going to be at the theoretical point. Don't just assume that 1/8 microstepping is the right setting for your application. Try out different settings to balance smoothness and power. $3mi=8 Set 1/8 microsteps for motor 3 Note: Values other than 1,2,4 and 8 are accepted. This is to support some people that have crazily wired Controller Board to other drivers like these crazy 1.3 Kw servos Saci's wired up and like some of the common commercial stepper driver running 10x or 16x steps. If you are using the drivers on Controller Board this will cause them to malfunction, so please don't do this unless you are one of those hacker types that soldered up your Controller Board . $1PO - POlaritySet to one of the following:
Polarity sets which direction the motor will turn when presented with positive and negative Gcode coordinates. It's affected by how you wired the motors and by mechanical factors. Set polarity so the indicated axis travels in the correct orientation for your machine. Travel in X and Y is dependent on the conventions for your particular machine and CAD setup. Typically X is left/right movement, and Y is towards and away from you, but people often set up the machine to agree with the visualization their CAD program provides, and can depend on where you stand when operating the machine. Typically X+ moves to the right, X- to the left, Y+ away from you, and Y- towards you. Z is by convention the cutting axis, which is the vertical axis on a typical milling machine. Z+ should move up, and Z- should move down, into the work. $3po=0 Set polarity to normal $1PM - Power Management modeSet to one of the following:
Stepper motors actually consume maximum power when idle. They hold torque and get hot. If you shut off power the motor has (almost) no holding torque. Some machine configurations are OK if you shut off the power on idle (like most leadscrew machines), others are not (some belt/pulley configs and some non-cartesian robots) $4pm=1 Set low-power idle for motor 4 New behaviors as of build 378.04 and later Power management now operates as follows. Setting $1pm=0 sets "powered" mode (as before), but it works differently:
Axis Settings$xAM - Axis ModeSets the function of the axis.
$zam=2 Inhibit the Z axis; $zam1 will restore standard operation $xVM - Velocity Maximum(aka traverse rate or seek rate). Sets the maximum velocity the axis will move during a G0 move (traverse). This is set in length units per minute for linear axes, degrees per minute for rotary axes. Note that the max velocity is per-axis. Diagonal / multi-axis traverses will actually occur at the fastest speed the combined set of axes and the geometry will allow, and may be faster than the individual axis max velocities. For example, max velocity for X and Y are set to 1000 mm/min. For a 45 degree traverse in X and Y the toolhead would travel at 1414.21 mm/min. $xvm=1200 sets X maximum velocity (G0) to 1200 mm/min - assuming G21 is active (i.e. the machine is in MM mode) $zvm=30.0 sets Z to 30 inches per minute - assuming G20 is active (i.e. inches mode) $avm=36000 sets A to 100 revolutions per minute (360 * 100) $xFR - Feed Rate maximumSets the maximum velocity the axis will move during a feed in a G1, G2, or G3 move. This works similarly to maximum velocity, but instead of actually setting the speed, it only serves to establish a "do not exceed" for Gcode F words. Put another way, the maximum feed rate setting is NOT used to set the Gcode's F value; it is only a maximum that may be used to limit the F value provided in a gcode file. Axis feed rates should be equal to or less than the maximum velocity. See Controller Board Tuning for more details. $xfr=1000 sets X max feed rate to 1000 mm/min - assuming G21 is active (i.e. the machine is in MM mode) $xTM - Travel MaximumDefines the maximum extent of travel in that axis. This is used during homing. See Homing for more details on how this is used. $xJM - Jerk MaximumSets the maximum jerk value for that axis. Jerk is settable independently for each axis to support machines with different dynamics per axis - such as Shapeoko with belts for X and Y, screws for Z, Probotix with 5 pitch X and Y screws and 12 pitch Z screws, and any machine with both linear and rotary axes. Jerk is in units per minutes^3, so the numbers are quite large. Some common values are shown in millimeters in the examples below $xjm=50,000,000 Set X jerk to 50 million MM per min^3. This is a good value for a moderate speed machine $zjm=25,000,000 A reasonable setting for a slower Z axis $xjm=5,000,000,000 X jerk for Shapeoko. Yes, that's 5 billion The jerk term in mm is measured in mm/min^3. In inches mode it's units are inches/min^3. So the conversion from mm to inches is 1/(25.4). The same values as above are shown in inches are: 50,000,000 mm/min^3 is 1,968,504 in/min^3 2,000,000 would suffice 25,000,000 mm/min^3 is 984,251 in/min^3 1,000,000 would suffice 5,000,000,000 mm/min^3 is 196,850,400 in/min^3 200,000,000 would suffice $xJH - Jerk HomingSets the jerk value used for homing to stop movement when switches are hit or released. In most cases the same value as $xJM is OK. However, if your $xJM is very low you may need a higher value for homing in order to prevent damage to the switches. $xJD - Junction DeviationThis one is somewhat complicated. Junction deviation - in combination with Junction Acceleration ($JA) from the system group - sets the velocity reduction used during cornering through the junction of two lines. The reduction is based on controlling the centripetal acceleration through the junction to the value set in JA with the junction deviation being the "tightness" of the controlling cornering circle. An explanation of what's happening here can be found on Sonny Jeon's blog: Improving grbl cornering algorithm. It's important to realize that the tool head does not actually follow the controlling circle - the circle is just used to set the speed of the tool through the defined path. In other words, the tool does go through the sharp corner, just not as fast. This is a Gcode G61 - Exact Path Mode operation, not a Gcode G64 - Continuous Path Mode (aka corner rounding, or splining) operation. While JA is set globally and applies to all axes, JD is set per axis and can vary depending on the characteristics of the axis. An axis that moves more slowly should have a JD that is less than an axis that can move more quickly, as the larger the JD the faster the machine will move through the junction (i.e. a bigger controlling circle). The following example has some representative values for a Probotix Fireball V90 machine. The V90 has 5 TPI X and Y screws, and 12 TPI Z. All values in MM. $xJD 0.05 Units are mm $yJD 0.05 $zJD 0.02 Setting Z to a smaller value means that moves with a change in the Z component will move proportionately slower depending on the contribution in Z. $JA 200,000 Units are mm/min^2. As before, commas are ignored and are provided only for clarity $aRA - Radius valueThe radius value is used by rotational axes only (A, B and C) to convert linear units to degrees when in radius mode. For example; if the A radius is set to 10 mm it means that a value of 6.28318531 mm will make the A axis travel one full revolution - as 62.383... is the circumference of the circle of radius R ( 2*PI*R, or 10 * 2 * 3.14159...) (Assuming $nTR = 360 -- see note below). Receiving the gcode block "G0 A62.83" will turn the A axis one full revolution (360 degrees) from a starting position of 0. All internal computations and settings are still in degrees - it's just that gcode units received for the axis are converted to degrees using the specified radius. Note that the Travel per Revolution value ($1TR) is used but unaffected in radius mode. The degrees per revolution still applies, it's just that the degrees were computed based on the radius and the Gcode axis values. See Travel per Revolution (See $1TR) in the motor group. Homing SettingsPlease see Controller Board Homing for details and more help on homing settings:
By way of example, my Shapeoko is set up this way:
System Group SettingsThese are general system-wide parameters and are part of the "sys" group. Identification Settings$FB - Firmware Build numberRead-only value. Can be queried. Currently this is something above 370.02. $FV - Firmware VersionRead-only value. Can be queried. $HV - Hardware VersionRead-write value. Set to 6 for version 6 or earlier board, Set to 7 for version 7 board. Used to configure switch and output ports which are somewhat different between revs. This is set to v7 by default. $ID - Unique Board IdentifierRead-only value. Can be queried.
Global System Settings$JA - Junction AccelerationIn conjunction with the global $jd setting sets the cornering speed. See $jd for explanation $ja=50000 - 50,000 mm/min^2 - a reasonable value for a modest performance machine $ja=200000 - 200,000 mm/min^2 - a reasonable value for a higher performance machine $CT - Chordal ToleranceArcs are generated as sets of very short straight lines that approximate a curve. Each line is a "chord" that spans the endpoints of that segment of the arc. Chordal tolerance sets the maximum allowable deviation between the true arc and straight line that approximates it - which will be in the middle of the line / arc. Setting chordal tolerance high will make curves "rougher", but they can execute faster. Setting them smaller will make for smoother arcs that may take longer to execute. The lower-limit of $ct is set by the minimum arc segment length, which really should not be changed (See hidden parameters). Sonny Jeon of the grbl project pointed this one out. $ST - Switch TypeSets the type of switch used for homing and/or limits. All switches must be of the same type (mixes are not supported). $st=0 - Normally Open switches (NO) $st=1 - Normally Closed switches (NC) $MT - Motor Power TimeoutSets the number of seconds motors will remain powered after the last 'event'. E.g. set to 60 to keep motors powered for 1 minute after a move completes. Only applies to motors with power menagement set to 0 - e.g. $1pm=0. (build 378.04 and later) $mt=60 - Keep motors energized for 60 seconds after last movement command $mt=1000000 - Keep motors energized for 1 million seconds after last movement command (11.57 days)
Communications Settings$EJ - Enable JSON Mode on Power UpThis sets the startup mode. JSON mode can be invoked at any time by sending a line starting with an open curly '{'. JSON mode is exited any time by sending a line starting with '$', '?' or 'h' Please note: The two startup lines on reset will always be in JSON format regardless of setting in order to allow UIs to sync with an unknown board. $ej=0 - Disable JSON mode on power-up and reset (e - Set Baud Ratenables text mode) $ej=1 - Enable JSON mode on power-up and reset $JV - Set JSON verbosityIf you are using JSON mode with high-speed files (many short lines at high feed rates) you probably want setting 3 or 4. You may also want to change the baud rate to 230400. $jv=0 - Silent - No response is provided for any command $jv=1 - Footer - Returns footer only - no command echo, gcode blocks or messages $jv=2 - Messages - Returns footers, exception messages and gcode comment messages $jv=3 - Configs - Returns footer, messages, config command body $jv=4 - Linenum - Returns footer, messages, config command body, and gcode line numbers if present $jv=5 - Verbose - Returns footer, messages, config command body, and gcode blocks $TV - Set Text mode verbosityWe recommend using Verbose, except for very special cases. $tv=0 - Silent - no response is provided $tv=1 - Verbose - returns OK and error responses $QV - Queue Report VerbosityQueue reports return the number of available buffers in the planner queue. The planner queue has 24 buffers and therefore can have as many as 24 Gcode blocks queued for execution. An empty queue will report 24 available buffers. A full one will report 0. Using the planner queue depth as a way to manage flow control when sending a Gcode file is actually a much better way than managing the serial input buffer. If you keep the planner full to about 2 blocks available it will run really smoothly. You also want to make sure the queue doesn't starve, say - more than 20 blocks available. Verbosity settings are: $qv=0 - Silent - queue reports are off $qv=1 - Filtered - returns reports when depth changes and is above hi water mark or below low water mark $qv=2 - Verbose - returns queue reports for every block queued to the planner buffer You can also get a manual queue report by sending $qr $QVH - Queue Report High Water MarkSet high-water mark for reporting. Set to 20 by default. This is a hidden setting and will not show up in $sys listings. $QVL - Queue Report Low Water MarkSet low-water mark for reporting. Set to 2 by default. This is a hidden setting and will not show up in $sys listings. $SV - Status Report VerbosityPlease see Status Reports for a discussion of $sv and $si status report settings. $sv=0 - Silent - status reports are off $sv=1 - Filtered - returns only changed values in status reports $sv=2 - Verbose - returns all values in status reports $SI - Status IntervalThe minimum is 50 ms. Trying to set a value below the minimum will set the minimum value. $si=100 - Status interval in milliseconds $IC - Ignore CR or LF on RX$ic=0 - Don't ignore CR or LF in received data $ic=1 - Ignore CR in received data $ic=2 - Ignore LF in received data $EC - Expand LF to CRLF on TX data$ec=0 - off $ec=1 - on $EE - Enable Character EchoThis should be disabled for JSON mode. In text mode it's optional either way. $ee=0 - Disable character echo $ee=1 - Enable character echo $EX - Enable Flow Control$ex=0 - Disable flow control $ex=1 - Enable XON/XOFF flow control protocol $ex=2 - Enable RTS/CTS flow control protocol $BAUD - Set USB Baud RateThe default baud rate for the USB port is 115,200 baud. The following additional baud rates may be set. The sequence for changing the baud rate is: (1) Issue the $baud command, (2) wait for a response verifying the command, (3) change to the new baud rate. $baud=0 - Illegal baud rate setting. Returns an error $baud=1 - 9600 $baud=2 - 19200 $baud=3 - 38400 $baud=4 - 57600 $baud=5 - 115200 $baud=6 - 230400 Gcode Default ParametersThese parameters set the values for the Gcode model on power-up or reset. They do not affect the current gcode dynamic model. For example, entering $gun=0 will not change the system to inches mode, but it will cause it to initialize in inches mode during reset or power-up. These are also part of the "sys" group. $GPL - Gcode Default Plane Selection$gpl=0 - G17 (XY plane) $gpl=1 - G18 (XZ plane) $gpl=2 - G19 (YZ plane) $GUN - Gcode Default Units$gun=0 - G20 (inches) $gun=1 - G21 (millimeters) $GCO - Gcode Default Coordinate System$gco=1 - G54 (coordinate system 1) $gco=2 - G55 (coordinate system 2) $gco=3 - G56 (coordinate system 3) $gco=4 - G57 (coordinate system 4) $gco=5 - G58 (coordinate system 5) $gco=6 - G59 (coordinate system 6) $GPA - Gcode Default Path Control$gpa=0 - G61 (exact stop mode) $gpa=1 - G61.1 (exact path mode) $gpa=2 - G64 (continuous mode) $GDI - Gcode Distance Mode$gdi=0 - G90 (absolute mode) $gdi=1 - G91 (incremental mode) Coordinate System and Origin Offsets$g54x - $g59cCoordinate system offsets are the values used by G54, G55, G56, G57, G58 and G59 commands to define the offsets from the machine (absolute) coordinate system for X,Y,Z,A,B and C. G54-G59 correspond to the Gcode coordinate systems 1-6, respectively. By convention G54 is set to no offsets (all zeroes) so it is the same as the machine's absolute coordinate system. This is true because the G53 command "move in absolute coordinates" is only in effect for the current Gcode block. After that the dynamic model reverts to the coordinate system previously in effect. So if you want to say in absolute coordinates you need a persistent machine coordinate system, by convention G54. Another convention is to set G55 to your common coordinate system, we set this to be 0,0 in the middle of the table. So once you have zeroed issuing g55 g28 will set to this system and position the head in the middle of the table. (Note: this can be done on one line of gcode - it does not need to be 2 separate commands). G54-G59 offsets can be set per the following example: $g54x=0 Set G54 to be the same as the machine coordinate system $g54y=0 $g54z=0 $g54a=0 $g54b=0 $g54c=0 $g55x=90.0 Set G55 to be in the middle of the table $g55y=90.0 $g55z=0 $g55a=0 $g55b=0 $g55c=0 In JSON mode you can set a coordiante system in a single command. Only those axes specified are changed. {"g55"":{"x":90,"y":90,"z":"0"}}
Displaying OffsetsOffsets can be displayed individually
...or as a group: ...or all together: Note: the G54-G59 settings are persistent settings that are preserved between resets (i.e. in EEPROM), unlike the G92 origin offset settings which are just in the volatile Gcode model and are thus not preserved. G10 OperationGcode provides the G10 L2 command to perform this same function. Coordinate offsets can be set from Gcode using the G10 command, e.g. G10 P2 L2 X20.000 - the P word is the coordinate system numbered 1-6, the L word =2 is according to standard, but is ignored by Controller Board (for now) Controller Board does not persist G10 settings, however. This is not in accordance with the Gcode spec. Any G10 settings that are provided will be used until reset, power cycle, or they are overwritten by a $g5xx command or another G10 command. CommandsThese commands cause various actions, and are not technically "settings". $SR - Status ReportReturns a status report or set the contents of a status report (JSON only). Identical to ? command. See Status Reports for details. $QR - Queue ReportManually request a queue report. See $QV for details. $QF - Queue FlushRemoves all Gcode blocks remaining in the planner queue. This is useful to clear the buffer after a feedhold to create homing, jogging, probes and other cycles. $MD - Disable MotorsUnpower all motors $ME - Energize MotorsPower all motors that have power management mode set to zero (e.g. $1pm=0) $TEST - Run Self TestExecute $DEFA - Reset default profile settingsController Board comes with a set of defaults pre-programmed to a specific machine profile. The default profile is set for a relatively slow screw machine such as the Zen Toolworks 7x12. Other default profles are settable at compile time by including the right .h file. If you are having trouble with your settings and want to revert to the default settings enter: Hidden ParametersThese parameters are not part of any group and generally should not be changed. Serious malfunction can occur if these are not set correctly $ML- Minimum Line SegmentDon't change this unless you are seriously tweaking Controller Board for your application. It can cause many things to break. This value does not appear in system group listings ($sys) $ml=0.08 - Do not change this value $MA - Minimum Arc SegmentDon't change this unless you are seriously tweaking Controller Board for your application. It can cause many things to break. This value does not appear in system group listings ($sys) $ma=0.10 - Do not change this value $MS - Minimum Segment time in microseconds - Refers to S-curve interpolation segmentsDon't change this unless you are seriously tweaking Controller Board for your application. It can cause many things to break. This value does not appear in system group listings ($sys) $ms=5000 - Do not change this value
|
텍스트가 잘리는데 원본은 http://blog.naver.com/jinydoggebi/120209338527 에서 보면 됨
중간에
$SV - Status Report Verbosity
Please see Status Reports for a discussion of $sv and $si status report settings.
$sv=0 - Silent - status reports are off $sv=1 - Filtered - returns only changed values in status reports $sv=2 - Verbose - returns all values in status reports
이런 부분이 있는데 현재는 $sv=2 상태로 모든 값을 리턴하는 상태인 것. 그것도 50ms마다.
그러니 $sv=1 을 50ms 사이에 입력하면 되는데 타이핑으로는 힘드므로 Ctrl-C를 이용해서 복사한 후
CoolTerm 창에 잽싸게 Ctrl-V 와 엔터를 빠르게 누르면 된다.
그러면 위와 같이 상태보고를 토해내던 것을 멈추게 된다.
'Stopped > 3D DLP Printer' 카테고리의 다른 글
| CNC로 유리가공 테스트. (0) | 2014.07.29 |
|---|---|
| 3D 프린팅의 구조 - 상향식 / 하향식에 대한 고민. (0) | 2014.07.16 |
| 도깨비님 컨트롤 보드 세팅 정리 #1 (1) | 2014.03.13 |
| VAT의 실리콘 패킹 제작. (0) | 2014.01.23 |
| VAT 구조도 (0) | 2014.01.21 |
| DLP 3D 프린터 현재. (0) | 2014.01.04 |



