Laser Engraver Control Board
Discussion in 'Laser Cutters' started by oni305, Feb 9, 2014.
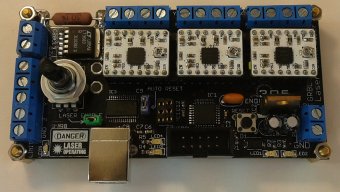
Laser Engraver Control Board + Inkscape extension
Discussion in 'Laser Cutters' started by oni305, Feb 9, 2014.
This is a PCB designed to control a laser Engraver CNC
Page 2 of 2
Page 2 of 2